Get in Touch with Engelhardt





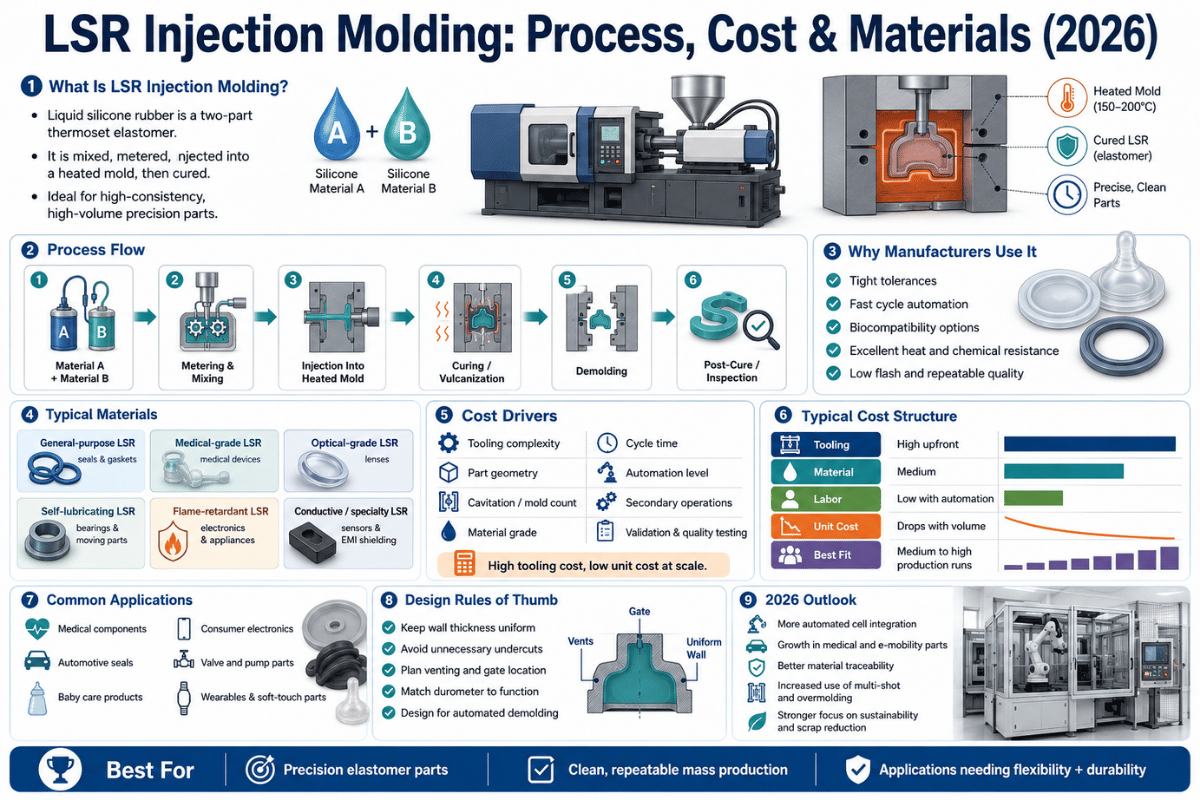
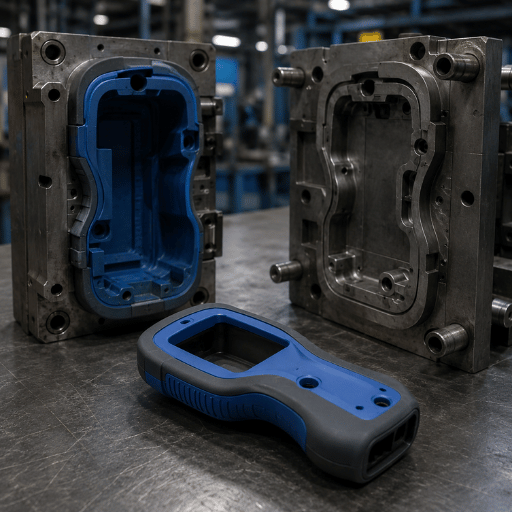
LSR Injection Molding is a manufacturing process that injects a two-part, platinum-cured liquid silicone rubber into a heated mold, where it cross-links into a finished thermoset elastomer part in seconds. Because it cures chemically rather than by freezing, the part stays heat-stable and cannot be melted and reformed — which is why LSR is the material of choice for high-volume parts in automotive, medical and electronics applications. This article outlines the basics of this process stage by stage-including factors you need consider to select the best durometer and grade of silicone rubber, cost breakdown, and how to choose a manufacturer.
In one paragraph
LSR injection molding accurately meters and statically mixes two liquid materials, typically an addition-cure silicone comprised of an platinum catalyst-activated base and a crosslinker. The mixed material then injected through a cooled cold-runner into a hot cavity- usually 150-200C- curing to its desired durometer in 25 seconds or less. Because the silicone doesn’t cure in the cold runner- which typically remains around 15-25C – it’s a flash-free and scrap-free method for high-volume automated manufacturing of parts with hardness ratings from Shore A 5- 80.
Quick Specs: LSR Injection Molding
| Material form | Two-part liquid (A:B mixed 1:1), platinum addition cure |
| Durometer range | Shore A 5–80 (standard grades typically 30–70) |
| Cure / mold temp | Heated cavity up to ~200 °C; cold runner ~15–25 °C |
| Service temperature | −50 °C to +250 °C (specialty grades wider) |
| Typical tolerance | Linear ±0.025 mm/mm; part ±0.1–0.2 mm (per ISO 3302-1) |
| Shrinkage | ~2–3% (grade dependent) |
| Cavities | 1 to 32+; cure measured in seconds per part |
What Is LSR Injection Molding?
LSR Injection Molding is when a two-part platinum-cured liquid silicone rubber is injected into an already hot mold cavity, curing to become the final elastomer part in seconds. Unlike thermoplastics that solidify upon cooling and will melt when heat applied again, LSR experiences a permanent cross-linking (it sets as a thermoset) and can’t be melted and refolded again.
At the fundamental level, the material is two separate liquids. Component A contains a platinum catalyst, and component B contains the cross-linker (namely methyl hydrogen siloxane) and an inhibitor, which prevents it reacting prematurely while the two components are stored in suspension. The B component also contains an inert homopolymer of long-chain polysiloxane reinforced with treated silica filler. When mixed 1:1 in a hot cavity the platinum-catalyzed addition (or hydrosilylation) reaction occurs, chemically bonding the chains into a uniform elastomer. A widely referenced , published in the Journal of Advanced Manufacturing and Processing shows how the temperature of the cavity and dwell time achieved within it’s responsible for how cross-linked (or how much of it’s formed) the elastomer is, the variable that dictates whether the material fully cross links and is finished or remains tacky.
Since the material remains liquid until it has been cured, LSR flows and fills thin walls and microfeatures that stiffer materials can’t, with low flash. That trinity of a bio-friendly chemistry, automation-friendly flow, and excellent thermal stability over a -50C to +250C temperature range makes LSR the material of choice for both external skin contact parts and under the hood automotive parts. Learn more about what can be achieved in our liquid silicone rubber molding best practices guide.
💡 Key takeaway
LSR: heat-stable thermoset value: no-flash, high-volume, high precision; not for low-volume, low-tooling applications
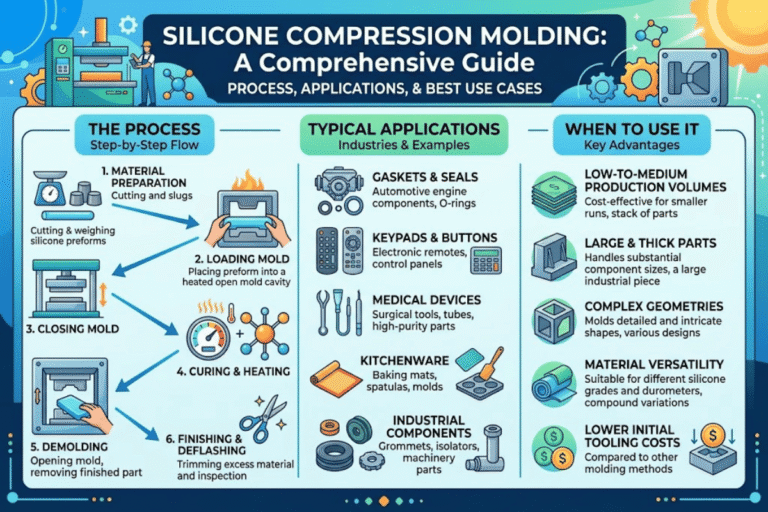
How the LSR Injection Molding Process Works: The 7-Stage Injection Cycle
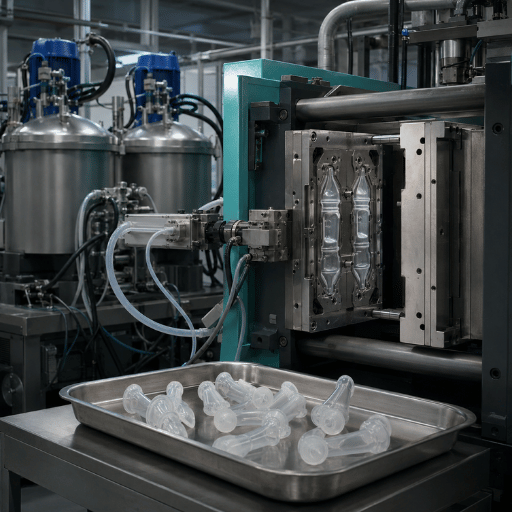
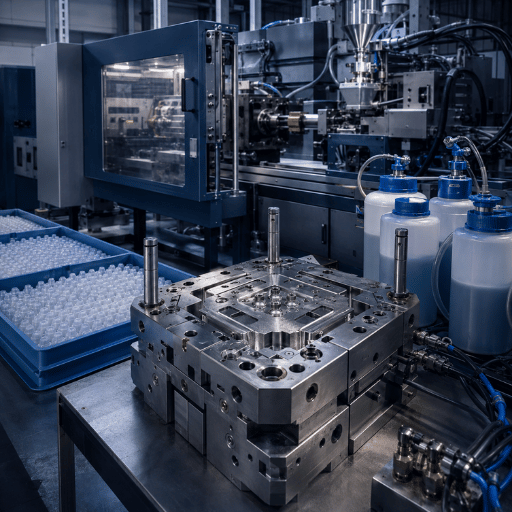
The LSR injection molding process is based on cure via an addition reaction: mixed silicone is held in the cold runner around 15-25C, then heated cavity (typically about 200C) activates the platinum catalyst, crosslinking part in seconds with zero flash and zero runner scrap for cure. The most intuitive way to envision it’s a single continuous loop. Below the 7-Stage LSR Injection Cycle summarized for convenient reference–other guides often scatter the phases over paragraphs.
An LSR machine is designed around dosing, not plasticizing. Rather than the typical thermoplastic press reciprocating barrel and screw for melting plastic pellets, the LSR press relies on a metering unit and pumps for dosing the 1:1 A/B components into a static mixer, while clamp force seats the tool shut against injection pressure. Since vulcanization happens only in a heated cavity with cold runner delivery, LSR presses are functionally “runnerless”–there’s nothing to solidify in the cooled feed.
| Stage | What happens | Temperature | Typical time |
|---|---|---|---|
| 1. Metering / pumping | Plungers push base (A) and catalyst (B) from drums | Ambient | Continuous |
| 2. Static mixing (1:1) | A and B blend to a homogeneous shot in a static mixer | ~15–25 °C | Continuous |
| 3. Cold-runner injection | Cooled runner delivers mix to the gate without curing it | ~15–25 °C | <1–3 s |
| 4. Heated cavity fill | Shot fills the hot cavity; shear-thinning aids thin walls | Up to ~200 °C | 1–5 s |
| 5. Platinum cure | Addition reaction cross-links the part to a thermoset | Cavity heat | Seconds (wall-dependent) |
| 6. Demold / automation | Robot or manual removal; no ejector pins needed | Hot | 1–3 s |
| 7. Optional post-cure | Oven bake removes volatiles for medical/food parts | ~200 °C | Up to 4 h (batch) |
The stage temperatures shown reflect typical LSR machines and material datasheet ranges; exact values vary by LSR grade, part thickness, and cavity layout.
The key to it all is the cold runner. For one thing, trade editors at Plastics Technology Magazine’s Plastics Technology (as noted earlier) tell us LSRs have longer cure times than typical thermoplastic cooling times and crucially, can’t be reground. The cold runner precisely addresses this: only part-volume is introduced and cured, and there’s no runner (and therefore no sprue, no trimmings) that cures. This, too, is what makes the engine core of LSR tool making patentable–the patent official records for methods for LSR injection molding device(EP1293323B1).
How is LSR cured?
LSR is cured by heat-activated platinum (addition) cure, not by the pressure or evaporation that many plastics rely on. When the 1:1 A/B blend reaches a hot cavity, the platinum catalyst drives a hydrosilylation reaction that cross-links the liquid into a solid in seconds. Thin sections gel in under a second; thicker walls take longer as heat diffuses to the core. No by-products are released, which is why platinum-cured LSR is clean enough for medical and food-contact parts.
📐 Engineering Note — reading cure time
Cure time is tied to the thickest dimension, not the surface area. A generally accepted rule of thumb for a 2mm nominal wall at fully hot mold temp is several seconds cure time after fill, plus demold, and about several seconds each additional per ~2mm additional of material. But for a 4mm boss in the same part that’s otherwise only 1.5-2mm thick, it’s the boss that will govern cycle time – not the thinner regions. Watch for thick sections and shorten the cycle.
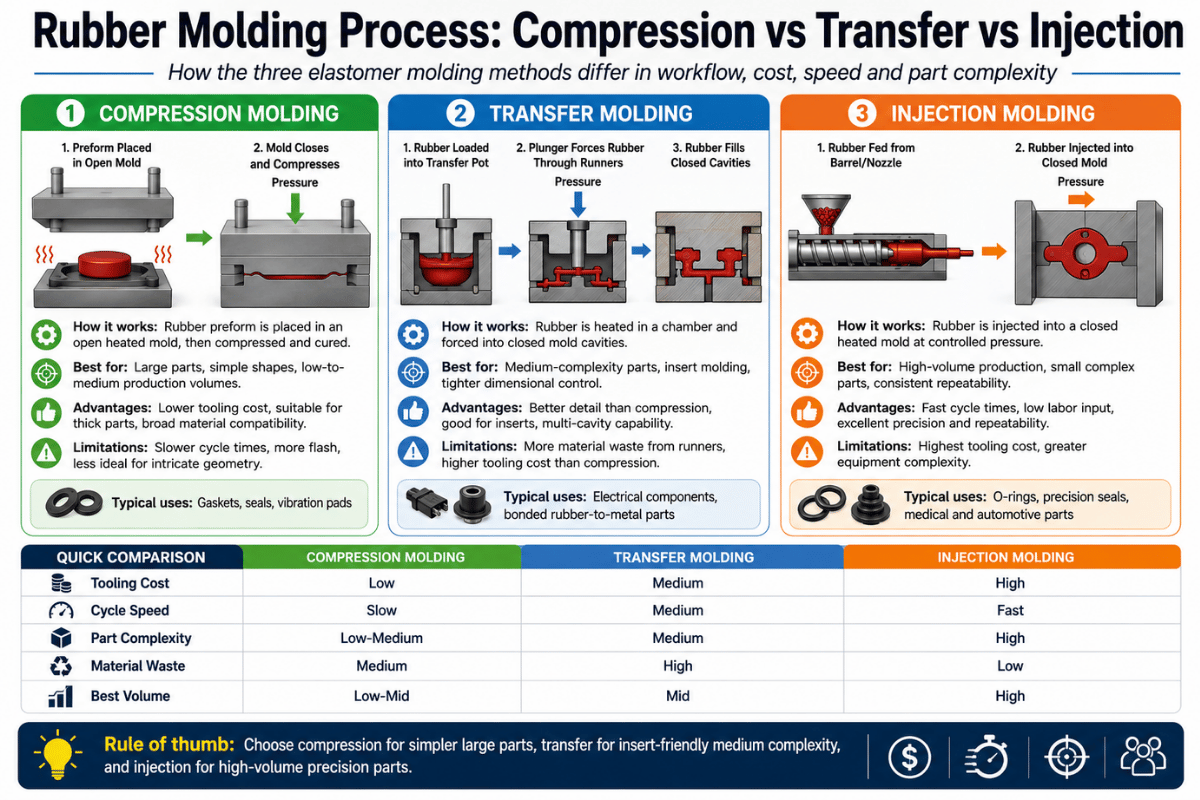
LSR vs HCR, TPE, and RTV Silicone
LSR is a two-part pumpable liquid that cures via the addition of platinum; HCR (high consistency rubber) is a stiff gum that must be milled and press-cured; RTV cures at room temp and is best for low volume parts; and TPE is a remeltable plastic. Practically speaking, if you’re looking for highly automated, high volume, and high-precision parts, LSR wins; on lower volume and lower tooling budget jobs, its cold runner tooling cost is hard to justify. Here’s the math not a vague high-medium-low comparison chart.
| Property | LSR | HCR | TPE | RTV |
|---|---|---|---|---|
| Form | 2-part liquid | Solid gum | Thermoplastic pellets | 2-part liquid |
| Cure | Platinum addition, heat | Peroxide/platinum, heat+pressure | None (melt/cool) | Room temperature |
| Automation | High | Low–medium | High | Low |
| Volume sweet spot | High | Low–medium | Medium–high | Low / prototype |
| Service temp | −50 to +250 °C | −50 to +250 °C | ~−30 to +120 °C | −50 to +200 °C |
| Tooling cost | High (cold runner) | Low–medium | Medium | Low |
What is the difference between HCR and LSR?
HCR comes as a pre-compounded solid gum that needs milling and press curing. LSR comes as a pair of pumpable liquids which need metering and injection. HCR transfer molding processes exhibit less control and more part-to-part variation. The LSR cold runner injection process produces high repeatability with near-zero scrap. However, the tooling require precision cooledrunners, thus HCR can be selected for low volumes. See the full LSR versus HCR comparison article.
What is the difference between RTV and LSR?
RTV (room-temperature vulcanizing) silicone cures slowly without heat, suiting prototypes and very low volumes; LSR cures in seconds in a heated tool for automated production. Choose RTV for a few parts, LSR for tens of thousands. If plastic parts might work instead, see our LSR vs TPE article.
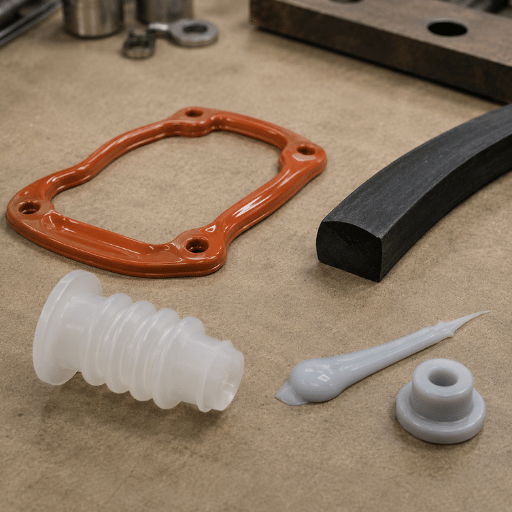
LSR Materials and Durometer Selection

Two factors will guide you when choosing LSR: Durometer Band and Grade Family. LSR durometers range from a soft 5 A to a hard 80 A, but most stock grades fall between 30 A and 70 A. The durometer band should be related to the failure mode, so an optic lens need a different band than a soft seal or a tactile keypad. Selecting the right band for the part class, which many competitors don’t address, is the most efficient way to proceed. Look at the Durometer-to-Application Map below.
| Shore A band | Feel | Part class | Typical examples |
|---|---|---|---|
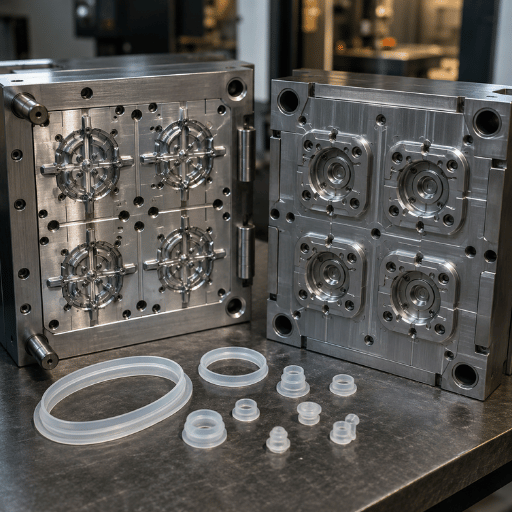
| 5–20 | Very soft, gel-like | Soft seals, valves, membranes | Infant-feeding valves, duckbill valves, diaphragms |
| 30–50 | Soft-touch, tactile | Keypads, gaskets, grips | Electronic keypads, O-rings, wearable bands |
| 60–80 | Firm, dimensionally stable | Structural / optical | Connector housings, optical lenses, rigid seals |
Grade Family Selection is next. Different grades will have varied mechanical data – increased filler content results in higher tensile strength and tear strength – so the specific grade data sheet, not just the durometer, defines if the part will stand up to its application. Low-durometer grades down to Shore A 5 serve soft seals, while self-lubricating grades cut surface friction. Typical grades exist for general industry applications; and specific grades for soft seals (down to 5 A durometer); self-lubricating (phenyl-modified) grades to lower surface friction; self-bonding grades to adhere directly to other plastics; optical grades for clarity and transparency; and medical grades – a very important consideration because they must match the ISO 10993 and/or USP Class VI listed compound and cannot just be labelled “medical silicone”. The major manufacturers of LSR have these grades readily available with data – Engelhardt further sorts the grades according to the specific failure mode and validates the specified biocompatibility compounds as opposed to taking a general label. You can select the right durometer band using our LSR durometer selector.
“The most common buyer mistake we correct is over-specifying durometer or asking for ‘medical silicone’ without naming the listed USP Class VI compound. The grade has to match the failure mode, a feeding valve that needs to seal at Shore A 10 should not be quoted in a 50-durometer general-purpose grade.”
LSR Overmolding and Two-Shot Molding
LSR overmolding uses liquid silicone directly on rigid substrates – PA, PBT, PC, PPSU, or metal inserts – to produce soft-hard parts in one or two shots. The bonding happens through a primer or, increasingly, self-bonding LSR grades that create a chemical cross-link to the substrate during cure to eliminate the primer. That’s one reason overmolding adoption is increasing: A self-adhesive grade make the process a one-operation affair instead of two.
Two-shot (2K) molding processes both materials (substrate, then LSR) in the same tool, while insert molding adds the substrate prior to overmolding. Key design risk lies in the bond prep – surface energy and cleanliness determine bond success through thermal cycling. a study of LSR over thermoplastic molding found that dynamic mold heating and substrate pretreatment substrate prep can materially improve bonds. The guidelines are in our silicone overmolding guide.
📐 Engineering Note — bond prep
For the many self-adhesive LSR’s, either plasma treating or priming can raise surface energy of the rigid material, creating better wettability for the silicone. After thermal cycle the bond, don’t accept the RT results: the most honest test is a peel test done at the part’s expected worst service temperature.
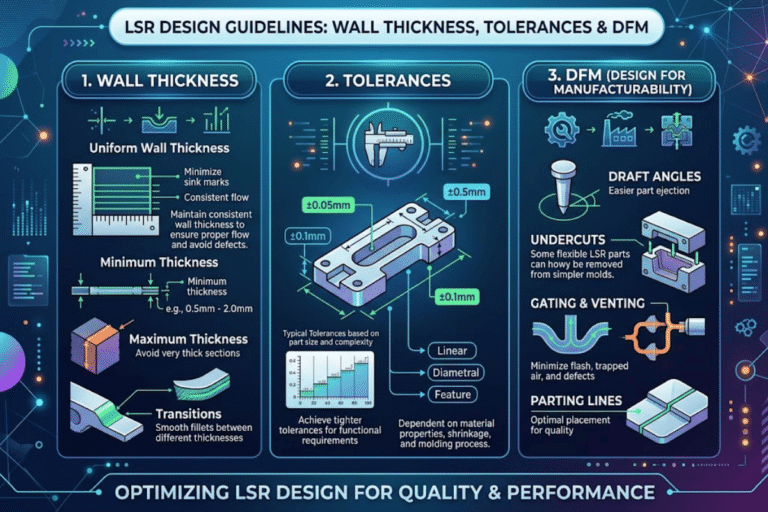
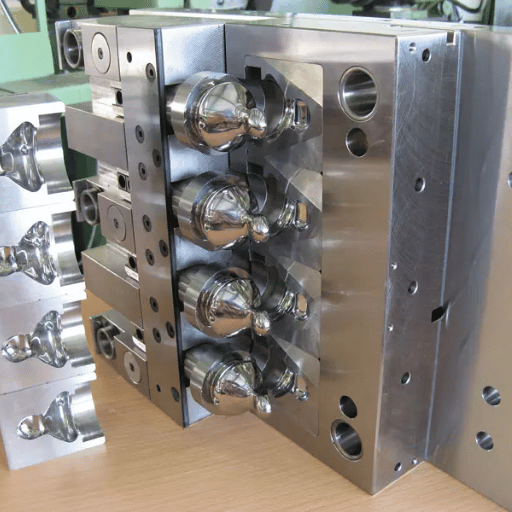
Design and Tooling for LSR Injection Molding
LSR is most concerned with controlling flash, shrinkage, and mold release. Since it’s a low-viscosity liquid, it flows into any opening and so gates, venting, and parting lines play a greater role than in thermoplastic tooling. Plan on 2-3% shrinkage, keep wall sections even, and locate gates to hide them. Mold-flow simulation predicts fill patterns, vacuum venting, and shrinkage before you commit steel; tools that run higher volumes use hardened tool steel (aluminum is fine for low volumes), and a light release agent or a polished cavity assists mold release. Tolerances for stock parts are typically linear to .001in/in [0.025mm/mm], broken out into grades by ISO 3302-1, and medical parts often go to cryogenic deflashing. There are three primary mistakes we make:
- Treating LSR flash like the thermoplastic stuff. You want flashless molding tooling and precise vent location; your “good enough” part line appears as a trim job on every piece produced.
- Forgetting to include shrinkage early in the design process. it’s much higher than for a thermoplastic, between 2 to 3%, and will differ based on thegrade-the process should include it in the tool, not as part of the inspection report.
- Putting the mass in the mold’s sections . Thicker features cause the entire shots to be stuck with a specific curing process, impacting overall process efficiency; core these parts to protect throughput.
Central to the mold is the cold-runner valve-gate technology, which, at time of original write, was patent protected (a good description is in EP1293323B1),. Check out our full LSR design guidelines for the complete checklist.
What Drives LSR Injection Molding Cost: The 4-Lever Cost Stack
LSR part cost stacks from four levers — cold-runner tooling, cavitation, automation level, and material grade — so the high tooling cost amortizes into a low per-part price only when volume and cavitation are high. The open web is thin on real LSR prices, and we will not invent dollar figures here.
What is reliable is the structure of the cost and how the levers trade against each other. Buyers on engineering forums keep asking “how much will the mold cost, and the unit cost?” — so here is the honest framework. This is the 4-Lever LSR Cost Stack.
The 4-Lever LSR Cost Stack
- cold runner tooling the most expensive up-front cost; precisely balanced cooled runner with valve gate. it’s fixed; which means it’s thinned out over a greater number of parts
- -A16-cavity mold provides 16 parts per cycle, the cost per part, at more expensive mold cost, may be halved in the case of a doubling in cavity count.
- Degree of Automation Robotic, “lights out” cells and tooling reduce the amount of labour per unit and control the consistency of product quality; payback increases directly with volume.
- Material grade / durometer Medical / Optical / Self Bonding grades are more expensive / Kg than General purpose ones ; LSR can’t be re ground.so that the weight that matters is only part weight.
📐 Engineering Note — reading per-part cost
Work it out like this: per part cost (tooling total volume) + (cycle time machine rate cavities) + (shot weight material price). What the formula says: at high volume the tooling term drops out and the cycle time determines whether LSR is cheap or expensive. What it doesnt say: The optimum choice at a high volume part runs could be impossible at a low volume run. Our LSR tooling cost estimator should allow you to model your own situation.
✔ Where LSR wins on cost
- High volumes that amortize tooling
- Scrap-free cold runner (no regrind loss)
- Automated, lights-out, low-labor cells
- Thin/complex parts that avoid secondary ops
⚠ Where LSR loses on cost
- Low volumes (tooling never amortizes)
- One-offs and prototypes (use RTV)
- Over-specified medical/optical grades
- Thick-walled parts that stretch cycle time
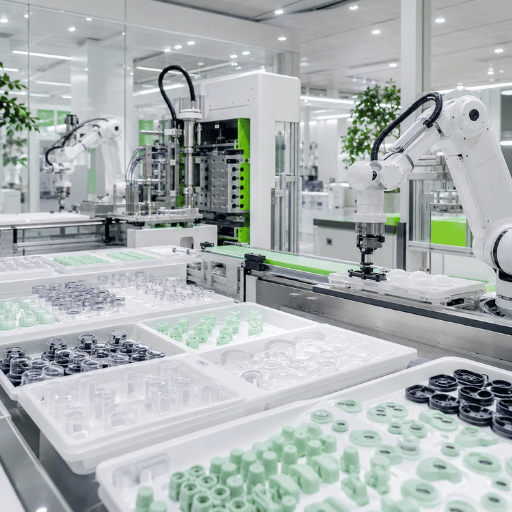
LSR Applications: Medical, Automotive, Electronics, and Consumer

You find LSR anytime there’s a need for a part to be flexible, bio-compatible and hold properties at temperature extremes. There are a few segments that create high demand; the big three segments exploit unique characteristics of LSR: We’ve provided a table below that sorts out common LSR applications into the 3 major industries. It also identifies key properties for each application with a range based on durometer. Think of this as a shortcut from “What am I Molding” to “What Grade and hardness do I quote.”
| Part type | Industry | Typical Shore A | Property that drives the choice |
|---|---|---|---|
| Duckbill / feeding valve | Medical | 5–20 | Soft seal + USP Class VI grade |
| Diaphragm | Medical / fluidics | 10–30 | Flex-cycle life |
| O-ring / static seal | Automotive | 40–60 | Compression-set resistance |
| Connector seal | Automotive / EV | 40–70 | −50 to +250 °C range |
| Grommet / cable seal | Automotive | 30–50 | Vibration + ingress protection |
| Keypad | Electronics | 30–50 | Tactile soft-touch feel |
| Waterproof membrane | Electronics | 20–40 | Self-bonding overmold seal |
| Optical lens | Lighting / optics | 60–80 | Transparent + dimensional stability |
| Wearable band | Consumer | 30–50 | Skin-safe + flexibility |
| Enclosure gasket | Industrial | 40–70 | Chemical + heat resistance |
| Baby-care spout / nipple | Consumer / medical | 10–30 | Biocompatible, very soft |
Medical. Image an infant feeding valve that is molded from Shore A 10…it needs to seat under low force, withstand hundreds of sterilization cycles and be molded from the exact compound listed to USP Class VI and ISO 10993. Another compound of the same hardness (Shore A 10 here) might mold up fine yet still fail qualification — the grade passes the audit, not the durometer.
This is also how our respirator, auto-injector and diagnostic valve parts will operate.
Automotive AnEVconnectorseal operates where heat, vibration and ingress protection meet. A temperature range from -50°C to +250°C plus good compression set give a LSR seal resilience through an entire battery pack’s thermal extremes that a TPE would soften and fail to seal. Rising vehicle electrification is increasing sealing and connector usage, both driven up by LSR.
Electronics and consumer. Overmolded keypad in custom gasketfree LSR sealing each button against a PCB housing. Also consider this material for wristbands and apparel, Phone accessory coverings, baby products and kitchen tools, see our liquid silicone rubber applications overview. We mold custom silicone parts for applications of all types.
How to Choose an LSR Injection Molding Manufacturer

But underneath all these questions boils down to one single criteria. Can the LSR molder maintain a valid and repeatable cold runner process at your volumes and with the necessary certifications your market requires? Thermoplastic is NOT experience you can carry over; LSR tooling, gating, and cure are all separate disciplines. Use this as your LSR molders RFO checklist.
- Certifications in your own market – ISO 9001 for quality, IATF 16949 for automotive, FDA / LFGB / NSF and USP Class VI / ISO 10993 for medical and food contact.
- Home-made cold-runner tools – will they cut/tune the critical valve- gated tool, or is the toughest part sent out?
- Automation and clean room capability – robotic demold for precision; mold for medical in a cleanroom.
- On-Site QC and Material Traceability: On-site quality control plus all the necessary physical and chemical testing including the referenced listed grade on the certificate.
For perspective, Engelhardt has approx. 700 machines (including one with a 2,000 tonnagepress), over 80- vulcanizing machines and 2- 55 liter sil./rub. mix lines that give approx. 3,000 tons/year. The molds are built in an internal 3,500 m² mold-making workshop, using Makino, Roeders and Standy machines, over 500 mold sets per year, running round-the-clock, 365 days per year- and parts are tested in the plant’s own chemical/physical QA/QC Laboratory. The facility maintains Litegot ISO 9001, IATF 16949, FDA, LFGB, and NSF, the reason why we can reference a specific formulation rather than generic claims and scope a grade to the listed USP Class VI compound. Start your project from our LSR injection molding hub.
The LSR Outlook: Where Demand Is Heading
The real lever on LSR volume in the next few years isn’t the broad rise in demand – it’s three specific forces. And all three disrupt buyers’ planning. First is regulatory – the bio-eval criteria for medical silicone are changing.
While 21 CFR 177.2600 is still the standard for food contact applications, the 2025 revision of ISO 10993-1 (published in late 2025) updates how your supplier must document medical silicones. Instead of simply checking boxes, suppliers’ evidence based on lifecycle impact and structured risk will align with ISO 14971. What it means to you: for your next injection mold purchase for medical devices, prepare for added time to verify the grade documentation from your supplier’s medical silicones are up to the new standards.
Second is tech. Primer-less self bonding LSR’s; micro-moldable high flow grades; and servo driven automation with cold runner-all contribute to a broader range of LSR applications and costs; smaller electronics; and softer overmolding. Third is vehicle electrification: every additional sensor, every connector, and every battery seal need a material with that thermal stability.
To provide context, the LSR market size estimated by market researchers to be in the mid-single-digit to high-single-digit percentage rate annual growth (directional only – individual company forecasts may vary widely) – this information will serve to inform you, but buying is based upon the other three criteria mentioned above. If you’ve a 2026 or 2027 program already scoped out, then the plan is very direct; lock tooling lead times now and secure grade availability for the specific durometer and certification required.
Frequently Asked Questions
Q: What is the difference between HCR and LSR?
View Answer
HCR is a solid, pre-mixed gum that is milled and press-cured, which gives slower cycles and more variation between parts. LSR is two pumpable liquids, mixed one-to-one and injected into a heated cold-runner tool, so it runs faster and more repeatably.
Q: What are the disadvantages of LSR injection molding?
View Answer
The biggest drawback is the high up-front cold-runner tooling cost, which only pays back at volume; for a few hundred or a few thousand parts, RTV or HCR is usually cheaper. LSR is also a low-viscosity liquid, so it flashes easily and demands precise venting and tight process control. Cured silicone cannot be reground either, so every scrapped part is lost material, and demolding delicate parts without tearing them takes careful tooling and robotic handling.
Q: How is LSR cured?
View Answer
LSR is cured by a heat-activated platinum addition reaction, not by pressure or evaporation. When the one-to-one blend enters a cavity at cavity temperature, the platinum catalyst drives hydrosilylation between vinyl and hydride groups, cross-linking the liquid into a solid in seconds. No by-products form, so platinum-cured LSR stays clean enough for medical use.
Q: What is the difference between RTV and LSR?
View Answer
RTV cures slowly at room temperature, so it suits prototypes, casting, and a handful of low-volume parts. LSR cures in seconds inside a heated tool for fully automated production. Choose RTV for a few parts; choose LSR when you need tens of thousands.
Q: How much does LSR injection molding cost?
View Answer
Honest answer: it depends on four levers — cold-runner tooling, the number of cavities, the level of automation, and the material grade. Tooling is the big up-front cost and only amortizes across volume, so the per-part price falls sharply as quantity rises. A job that looks expensive at five thousand parts can be the cheapest option at five hundred thousand. Rather than trust one quoted number, model your own volume against tooling, cycle time, and cavity count.
Q: Is LSR injection molding suitable for medical devices?
View Answer
Yes — LSR is a leading material for medical devices because it is biocompatible, sterilizable, and stable across a wide temperature range. The condition is documentation: the grade must be the specific compound listed to USP Class VI and ISO 10993, and under the 2025 revision of ISO 10993-1 that evidence must follow a risk-based evaluation.
Q: What durometer of LSR should I choose?
View Answer
Match the durometer band to the part’s failure mode. Use Shore A 5-20 for soft seals and valves, 30-50 for keypads and gaskets, and 60-80 for structural or optical parts. When unsure, prototype two adjacent bands and test before committing tooling.
Have an LSR part to submit for quotation? Contact our team for process and grade recommendations to meet your specifications.
About This Analysis
This guide reflects how we mold liquid silicone rubber day to day, from cold-runner tooling cut in our own mold workshop to grade verification against listed USP Class VI and ISO 10993 compounds. The cost section deliberately avoids fabricated dollar figures because LSR pricing is geometry- and volume-specific; the 4-Lever Cost Stack is how we actually quote. Reviewed by the Engelhardt technical team.
References & Sources
- Use of International Standard ISO 10993-1 (Biological Evaluation of Medical Devices)U.S. Food and Drug Administration
- 21 CFR 177.2600, Rubber Articles Intended for Repeated UseU.S. eCFR
- Calculating Temperature and Degree of Cross-linking for LSR Injection MoldingJournal of Advanced Manufacturing and Processing (AIChE/Wiley)
- Biocompatibility Testing for Implants (ISO 10993 framework)PMC, U.S. National Library of Medicine
- EP 1293323 B1, Method and Device for Injection Moulding of Liquid Silicone RubberEuropean Patent (via Google Patents)
- Getting Into LSR, How LSR Tooling Is DifferentPlastics Technology
![Silicone Overmolding: Multi-Material LSR Design Guide [2026]](https://meitu-engelhardt.com/wp-content/uploads/2026/04/0-8-768x512.png)