Get in Touch with Engelhardt

Compression Molding vs Injection Molding: A Practical Guide to Choosing the Right Process
Deciding between the compression molding or injection molding is a matter of several design considerations: do you have a reliable material to work with, do you have the number of parts, do you have the necessary tolerances or do you have the tooling budget. Both processes have been those of working with rubber, ThermoSet or Thermoplastic parts for several years – each type however can be applied to solve different manufacturing problems. This Engelhardt document presents the differences of the two methods with specific data, feedstock data and costing benchmarks, to choose the right molding process for your next project.
Quick Specs
| Typical Cycle Time | Compression: 60–300 sec | Injection: 15–60 sec |
| Mold Pressure | 7–35 MPa | 70–120 MPa |
| Part Tolerance | ±0.1–0.25 mm | ±0.05–0.1 mm |
| Tooling Cost Range | $5,000–$30,000 | $10,000–$100,000+ |
| Best For | Rubber, thermosets, composites | Thermoplastics, high-volume runs |
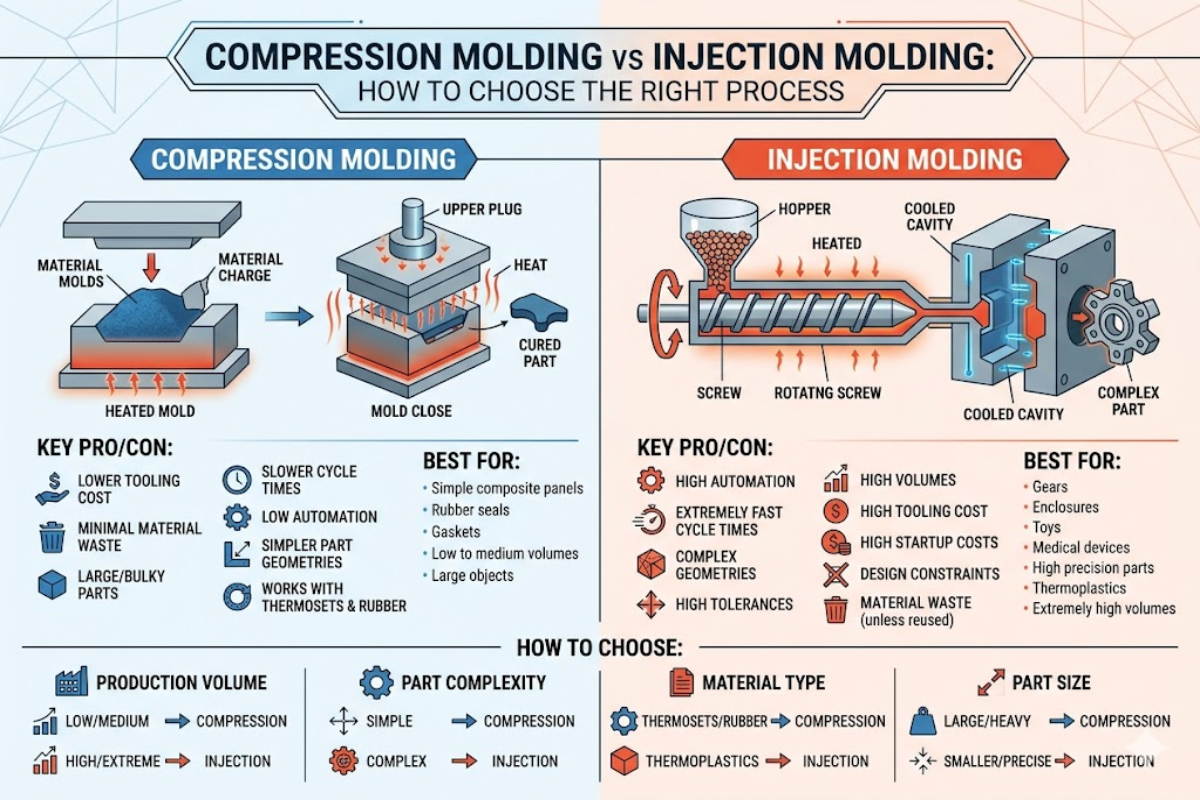
Compression Molding vs Injection Molding at a Glance
On the surface, compression molding and injection molding both force material into a mold cavity to form parts. However, their processes differ substantially. In compression molding a small quantity of material — usually rubber, thermoset resin or sheet moulded compound (SMC) — is loaded straight into an open mold heated for the process.
The mold closes under pressure, usually 7-35 MPa, and heats to cure the part in situ. In injection molding the material is heated in a barrel to melt and then injected into a closed mold at high pressure (70-120 MPa).
Below is a comparison of key differences with actual process numbers—no fuzzy “highs” or “lows”—
| Parameter | Compression Molding | Injection Molding |
|---|---|---|
| Mold Pressure | 7–35 MPa | 70–120 MPa |
| Cycle Time | 60–300 seconds | 15–60 seconds |
| Dimensional Tolerance | ±0.1–0.25 mm | ±0.05–0.1 mm |
| Tooling Investment | $5,000–$30,000 | $10,000–$100,000+ |
| Typical Materials | Rubber, thermosets, SMC/BMC composites | Thermoplastics (PA6, ABS, PC), TPE |
| Ideal Volume | 100–10,000 parts/year | 10,000–1,000,000+ parts/year |
| Flash Removal | Usually required (manual or cryogenic) | Minimal with properly gated molds |
These figures show why neither process is ever more “cost effective”. Compression molding is less expensive to fixture (tool up) and can fill molds with large rubber or composite components which could be difficult to fill with injection molds. Where it wins is that it is faster, more repeatable and can hold tighter tolerances on thermoplastic parts.
Consider your project requirements carefully and select the best option.
How Compression Molding and Injection Molding Work
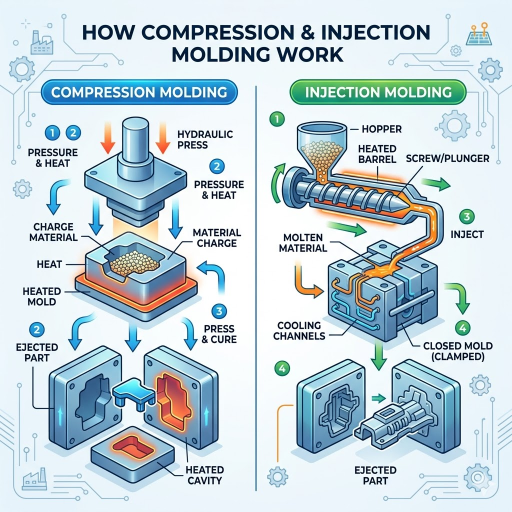
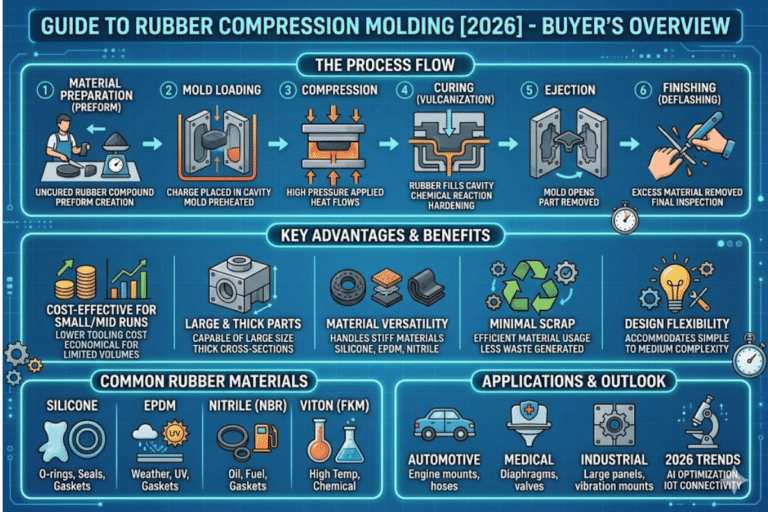
The Compression Molding Process
molding compression is a simple process. The operator will introduce a pre- weighed charge (a slug of uncured rubber, a thermoset preform or a sheet of SMC) into the lower half of a heated mold mould cavity. The mold is closed under well-controlled conditions (pressures are generally 7-35 MPa, while typical temperatures are 150-200C for rubber compounds) to allow the heat and pressure (also applied by the mold plates) to force the material into the cavity.
The thermoset and rubber material cross-linked at this dwell stage to the final shape. Typical cycle times are 60 seconds for thin walled elastomer components up to 300 seconds for thick composite panels.
As the mold opens to receive the charge, flash— excess material squeezed between mold halves— is common and molding requires secondary deflashing. This is one of the reasons why compression molding is suited to medium volume production not mass manufacturing.
The Injection Molding Process
In injection molding, the process runs as a closed cycle. Granulated polymer or rubber compound is fed into a heated barrel by gravitation; a reciprocating screw mill the polymers or rubber compound. The reciprocating screw then injects the material into the closed mold cavity under high pressure.
The pressure is usually 70-120 MPa for plastic injection and 50-80 MPa for rubber injection.
This is not entirely true. Thermoplastics use a mold cooled to freeze the polymer quickly, causing short cycle times of 15-45 seconds. When compressing rubber or thermoset injection, the mold is heated to initiate the vulcanization or cross-linking reaction (30-120 sec cycles). The closed-mold design drastically reduces flash and produces more consistent compared to injection molding alternatives.
Where Transfer Molding Fits In
Transfer molding is an intermediate. Material is loaded into a pot above the mold cavity, then pushed through sprues by a plunger into the closed cavity. The hybrid process creates less flash than compression molding, and handles insert molding (like rubber-to-metal bonding) better than either manner of molding. Transfer molding also costs more than compression tooling, but less than injection mold systems.
📐 Engineering Note
Clamp force calculation varies in the two processes. Compression molding clamp force = projected area cavity pressure (7-35 MPa). Injection molding clamp force must include the runner system area and factored for higher injection pressures. A 300100 cavity part requires roughly 3003,150 kN of clamp force in compression (compression molding) vs. 6,30010,800 kN in injection molding. This is the main reason why compression presses are significantly less expensive on a per-ton-of-clamp-capacity basis.
⚠️ Common Misconception
“Compression molding is outdated.” – Wrong. Compression molding is the manufacturing process of choice for large-format nonmetallic components (automobile hoods, aerospace panels), thick rubber gaskets, and any application in which fiber orientation in SMC or BMC material is critical. NASA’s technical data on pressure molding applications verifies that the process still has applications in which injection molding cannot compete.
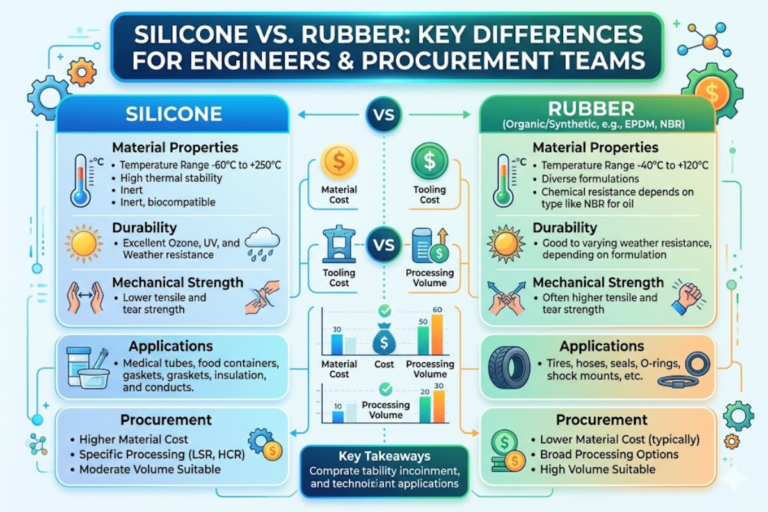
Material Compatibility: Rubber, Thermosets, Thermoplastics, and Composites

Material selection often determines which molding process is most appropriate. The chart below corresponds specific compounds to their ideally suited process.
| Material Family | Specific Compounds | Best Process |
|---|---|---|
| Natural rubber / EPDM / Silicone | NR, EPDM, VMQ, FKM (Viton) | Compression or injection (volume-dependent) |
| Thermoset resins | Phenolic, melamine, epoxy, polyester | Compression (lower pressure preserves fillers) |
| Composites | Sheet moulding compound (SMC), bulk moulding compound (BMC) | Compression (maintains fiber length and orientation) |
| Engineering thermoplastics | Nylon PA6, ABS, polycarbonate, POM | Injection (melt-flow process) |
| Thermoplastic elastomers | TPE, TPV, TPU | Injection (reprocessable, short cycles) |
| Specialty polymers | PTFE, UHMWPE | Compression (cannot be injection molded due to viscosity) |
For rubber applications in particular, rubber compression molding will handle almost any elastomer compound. Low volume silicone gaskets, large EPDM bumpers, and natural rubber seals all fall within the standard confines of compression molding. The elastomer property comparison tool can help you match compound properties to required processes.
💡 Often Overlooked
Thermoplastics can be compression molded. ASTM D4703-16 (“Standard Practice for Compression Molding Thermoplastic Materials into Test Specimens, Plaques, or Sheets”) prescribes standardized procedures for this. It is often used in test specimen production, UHMWPE, and PTFE applications, wherein the polymer’s desired melt viscosity does not support injection, or small-batch production does not justify injection mold tooling.
📐 Engineering Note
Compression-molded rubber parts most often fall within the range of Shore 30A (soft seals) to Shore 90A (stiff bumpers and mounts). If exceeding Shore 90A, you may be working with a hard rubber or ebonite, which both exhibit different mold shrinkage behavior than standard rubber. Always confirm elastomer’s compression set and temperature parameters with your application.
✔ Compression Molding Advantages
- Lower tooling cost ($5K–$30K typical)
- Handles very large parts (up to 1 m²+)
- Preserves fiber orientation in SMC/BMC composite materials
- Works with every elastomer and thermoset polymer
- Lower clamping pressure reduces equipment cost
⚠ Compression Molding Limitations
- Longer cycle times (60–300 sec)
- Flash removal adds labor and cost
- Less dimensional precision (±0.1–0.25 mm)
- Manual charge placement limits throughput
- Difficult to mold complex internal geometries
✔ Injection Molding Advantages
- Fast cycles (15–60 sec) for high-volume production
- Tight tolerances (±0.05–0.1 mm) on plastic parts
- Minimal flash with proper mold gating
- Fully automated — low per-part labor cost
- Multi-cavity molds multiply output per cycle
⚠ Injection Molding Limitations
- High tooling investment ($10K–$100K+)
- Not practical for very large parts
- High pressure can damage fiber-filled composites
- Material waste in runners/sprues (unless hot runner)
- Design changes require expensive mold modifications
Part Complexity, Tolerances, and Design Constraints
When the plastic part or rubber component requires tight tolerances, the injection mold is often the only option. The dedicated mold system and controlled fill pressure allows for much more precise repeatability than compression molding affords. The two processes compare as follows:
| Design Parameter | Compression Molding | Injection Molding |
|---|---|---|
| General Tolerance | ±0.1–0.25 mm | ±0.05–0.1 mm |
| Minimum Wall Thickness | 1.5–3.0 mm | 0.5–1.5 mm |
| Draft Angle | 2°–5° | 0.5°–2° |
| Surface Finish (Ra) | 1.6–6.3 µm | 0.4–1.6 µm |
| Undercuts / Side Actions | Limited (requires hand-loaded inserts) | Yes (side cores, lifters, collapsible cores) |
| Maximum Part Size | Very large (1 m²+ possible) | Limited by clamp tonnage (typically <0.5 m²) |
For critical engineering tolerance applications—medical device housings, connector bodies, gear assemblies—injection molding is the default choice. Use Engelhardt’s injection molding tolerance calculator to quickly estimate potential precision achievable for your resin and geometry.
📐 Engineering Note
Tolerance ranges above are broad generalities. Realistically achievable tolerance depends on material shrinkage rates, part geometry and mold construction quality. Crystalline thermoplastics (PA6, POM) shrink more than amorphous types (ABS, PC), demanding tighter process control in injection molds. For rubber compression molds, shrinkage ranges 1.5-3.0% depending on compound and cure temperature.
Production Volume, Cycle Time, and Automation
Injection molding saves manufacturing time 3-10X over compression molding. A typical injection mold cycle time is 15-60 seconds, compared to 60-300 seconds for compression. For high-volume plastic part production (100,000/year+), this cycle time advantage can reduce overall per-unit cost.
Compression molding may also require substantial manual parts handling. An operator weighs the charge, loads it into the mold, closes the press, then deflashes finished parts. This work process is appropriate when cycle times aren’t the highest priority—say, when material costs (fluoroelastomers, for example) are high, or when size makes injection difficult.
⚠️ Common Misconception
“Compression molding can never be automated.” — Semi-automated compression machinery is available. Robotics for loading charges and molds and inline deflashing are becoming more frequent in high-volume, medium class production (10,000+ pieces/year). Fully-automated work always favors injection, but compression doesn’t have to be all manual.
💡 Pro Tip
Transition to injection from compression should be considered when volume exceeds 10,000-25,000 pieces/year, and your geometry fits inside injection mold size limits. At that annual volume, the cycle time and labor savings from using injection molding beginning to compensate for the higher equipment costs. Run the scenarios at three different volumes before making your decision.
Tooling Cost and Total Project Economics
Tooling cost is where compression molding vs injection molding economics diverge sharply. A compression mold requires no runner system, no gates, no ejector pins (in almost all cases). This can reduce lead time and build economics substantially.
| Cost Factor | Compression Molding | Injection Molding |
|---|---|---|
| Mold/Tooling Cost | $5,000–$30,000 | $10,000–$100,000+ |
| Mold Lead Time | 3–6 weeks | 6–16 weeks |
| Per-Part Cost (1,000 pcs) | $2.50–$8.00 | $5.00–$15.00 |
| Per-Part Cost (10,000 pcs) | $1.80–$5.50 | $1.20–$4.00 |
| Per-Part Cost (100,000 pcs) | $1.50–$4.50 | $0.30–$1.50 |
| Breakeven Point | Typically 10,000–25,000 units (geometry-dependent) | |
At lower volumes (under 5,000 parts), compression molding has a cost advantage. Tooling prices run proportionately lower than injection molding. But at 10,000-25,000 pieces/year, the molding economics favor the faster cycles and lower labor costs of injection molding.
Calculate your specific scenario using Engelhardt’s compression molding cost estimator and the injection molding cost estimator. To compare overall project cost economics, also include secondary operation costs for deflashing compression parts and gate trimming of injected pieces, adding an additional $0.10-$0.50 each depending on complexity.
Which Molding Process Should You Choose?

Having considered all factors—material, volume, tolerance, and cost—the choice usually falls into place. Confirm your conclusion with this process:
✔ Choose Compression Molding When:
- Your material is a thermoset, rubber, or fiber-reinforced composite
- Annual volume is under 10,000 parts
- Part size exceeds what injection presses can handle
- Tooling budget is limited ($5K–$30K)
- Tolerances of ±0.1–0.25 mm are acceptable
- You need to preserve fiber orientation (SMC/BMC)
✔ Choose Injection Molding When:
- Your material is a thermoplastic or thermoplastic elastomer
- Annual volume exceeds 10,000 parts
- Part geometry requires tight tolerances (±0.05–0.1 mm)
- Complex features (undercuts, thin walls, snap-fits) are needed
- Full automation and minimal labor are priorities
- Surface finish requirements are Ra <1.6 µm
For parts in the intermediate range – moderate volume rubber components, thermo set items with extremely tight tolerance – the transfer molding or rubber injection process may offer the most appropriate solution. Please see our process comparison matrix for a side-by-side view of all three options.
Unsure of your part rubber process? Simply provide us your drawing and material spec – our engineering team will determine the best option for your requirements at the lowest possible cost.
About This Analysis
A modern custom rubber production operation, Engelhardt produces compression, transfer, and injection molding processes. While cost and cycle time in the chart below are based on aggregated published industry data, ASTM standards, and peer-reviewed production benchmarks, individual costs and times will vary according to part design, molding material properties and quantity.
Frequently Asked Questions

Q: Is compression molding cheaper than injection molding?
View Answer
At low volumes, yes. Compression mold tooling typically costs $5,000–$30,000 compared to $10,000–$100,000+ for injection molds. Per-part cost is lower for compression at volumes under roughly 10,000 units. Above that threshold, injection molding’s shorter cycle times and automation advantages reduce per-part cost enough to offset the higher tooling investment. The exact breakeven depends on part size, material, and geometry.
Q: What are the disadvantages of compression molding?
View Answer
The main drawbacks are longer cycle times (60–300 seconds vs. 15–60 for injection), flash that needs removal, wider tolerances, and higher labor requirements due to manual charge loading. These factors make compression molding less suited for high-volume production of precision plastic parts.
Q: What materials work best for compression molding vs injection molding?
View Answer
Compression molding excels with thermoset polymers (phenolics, epoxies), natural rubber and synthetic elastomers (EPDM, silicone, FKM), and fiber-reinforced composites like SMC and BMC. Injection molding is the standard for thermoplastics — nylon, ABS, polycarbonate, POM — and thermoplastic elastomers. Some materials like PTFE and UHMWPE can only be compression molded because their melt viscosity is too high for injection processing. The material choice often determines the process before any other factor comes into play.
Q: Can you use thermoplastics in compression molding?
View Answer
Yes. ASTM D4703-16 specifically covers compression molding of thermoplastic materials. It’s used for ultra-high molecular weight polyethylene (UHMWPE), PTFE, and laboratory test specimens. However, for most commercial thermoplastic production, injection molding is faster and more economical.
Q: What is transfer molding and how does it compare?
View Answer
Transfer molding sits between compression and injection. Material is placed into a pot above the closed mold, and a plunger pushes it through channels into the cavity. This gives better flash control than compression and handles insert-loaded parts (like rubber-to-metal bonds) more reliably. Tooling costs fall between the two methods. Transfer is especially popular for rubber parts that need tighter tolerances than compression can deliver but don’t justify full injection tooling. Engelhardt offers all three processes — see the transfer molding page for details.
Q: How do you decide between compression and injection molding for rubber parts?
View Answer
Start with volume. Under 5,000 parts per year, compression is almost always more cost-effective for rubber. Above 25,000, rubber injection molding typically wins on per-part cost despite the higher mold investment. Between those numbers, evaluate part complexity and tolerance needs — if your rubber component has tight dimensional requirements or complex geometry with undercuts, injection may justify its higher tooling cost even at moderate volumes.
References & Sources
- Pressure Molding Methods (19690030238) — NASA Technical Reports Server
- Advanced Injection Molding Methods: Review — NIH/PMC
- ASTM D4703-16: Standard Practice for Compression Molding Thermoplastic Materials — ASTM International
- Codes & Standards — Plastics Industry Association
- Manufacturing Signatures of Injection Molding — NIH/PMC
Related Articles
- Rubber Compression Molding Services — Materials, capabilities, and tolerances
- Rubber Injection Molding Capabilities — High-volume production options
- Transfer Molding for Rubber Parts — When compression and injection don’t fit
- Custom Rubber Molding Solutions — Full-service elastomer part production
- Rubber-to-Metal Bonding — Bonded rubber and insert components
- Molding Process Comparison Matrix — Side-by-side process selection tool