Get in Touch with Engelhardt

Custom Silicone Parts — LSR, Compression & Solid Silicone Molding
Liquid, Solid Silicone injection and compression molded products with fully proven first article into production, within one site at Zhongshan China.
Engelhardt has molded silicone since 2009. Our quality system bears both ISO 9001 and IATF 16949, the automotive grade norm most contract silicone shops rarely seek.

Specifications & Capabilities
3
Molding processes (LSR / solid / compression)
150–1200T
Press tonnage range
2200×1200
Max mold size (mm)
10–80
Durometer range (Shore A)
~1,000 t
Silicone molded per year
ISO 9001, IATF 16949
Certified quality system
SYS.PROCUREMENT_ANALYSIS
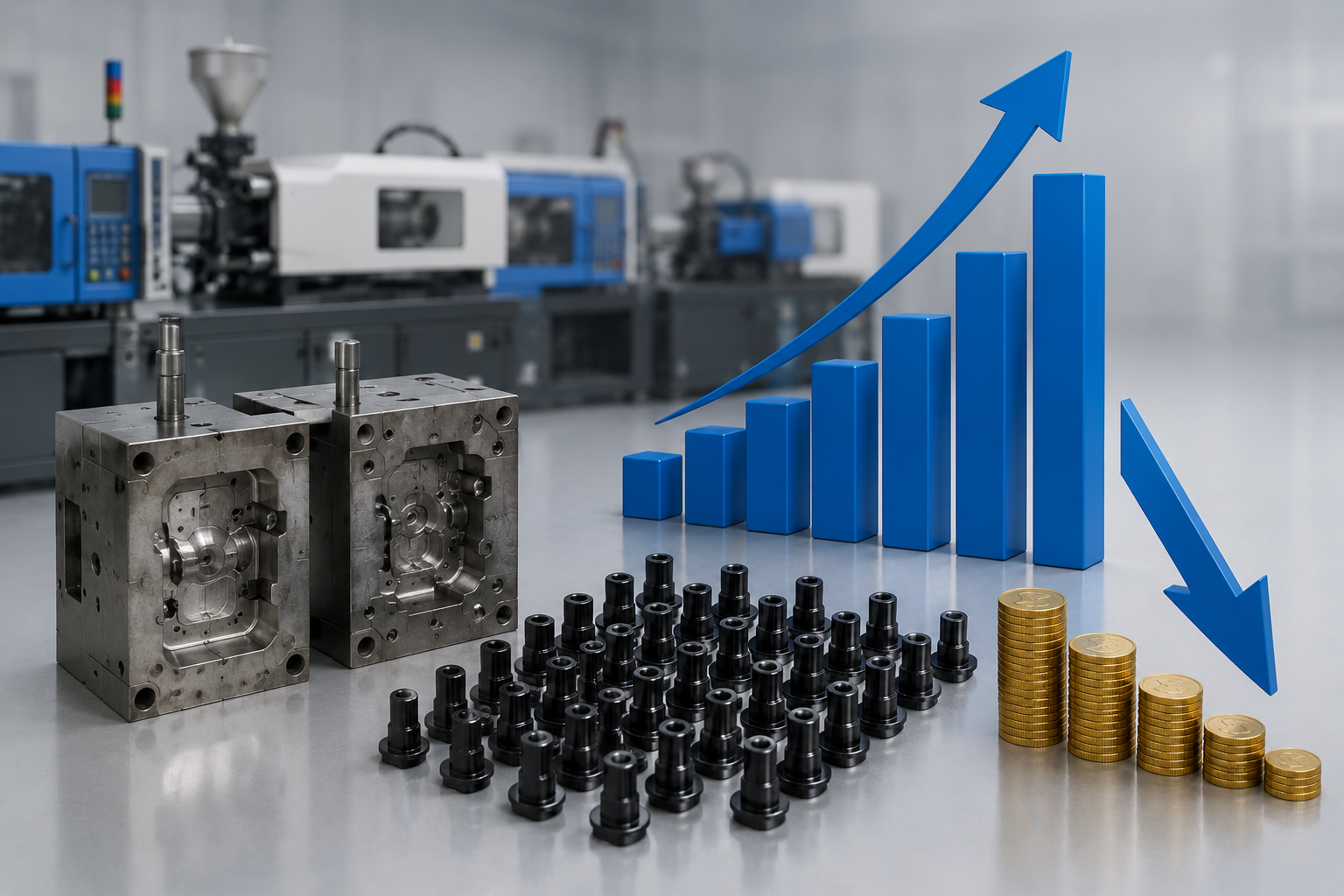
The Real Cost of Sourcing Custom Silicone Parts
The obvious problem with sourcing custom silicone parts is getting your first quotes in, and then finding a procurement manager thinking that they have landed a cheap unit price in China – then the added tooling costs, shipping, etc all suddenly appear, along with an expensive re-run after you ordered an off-spec first article.
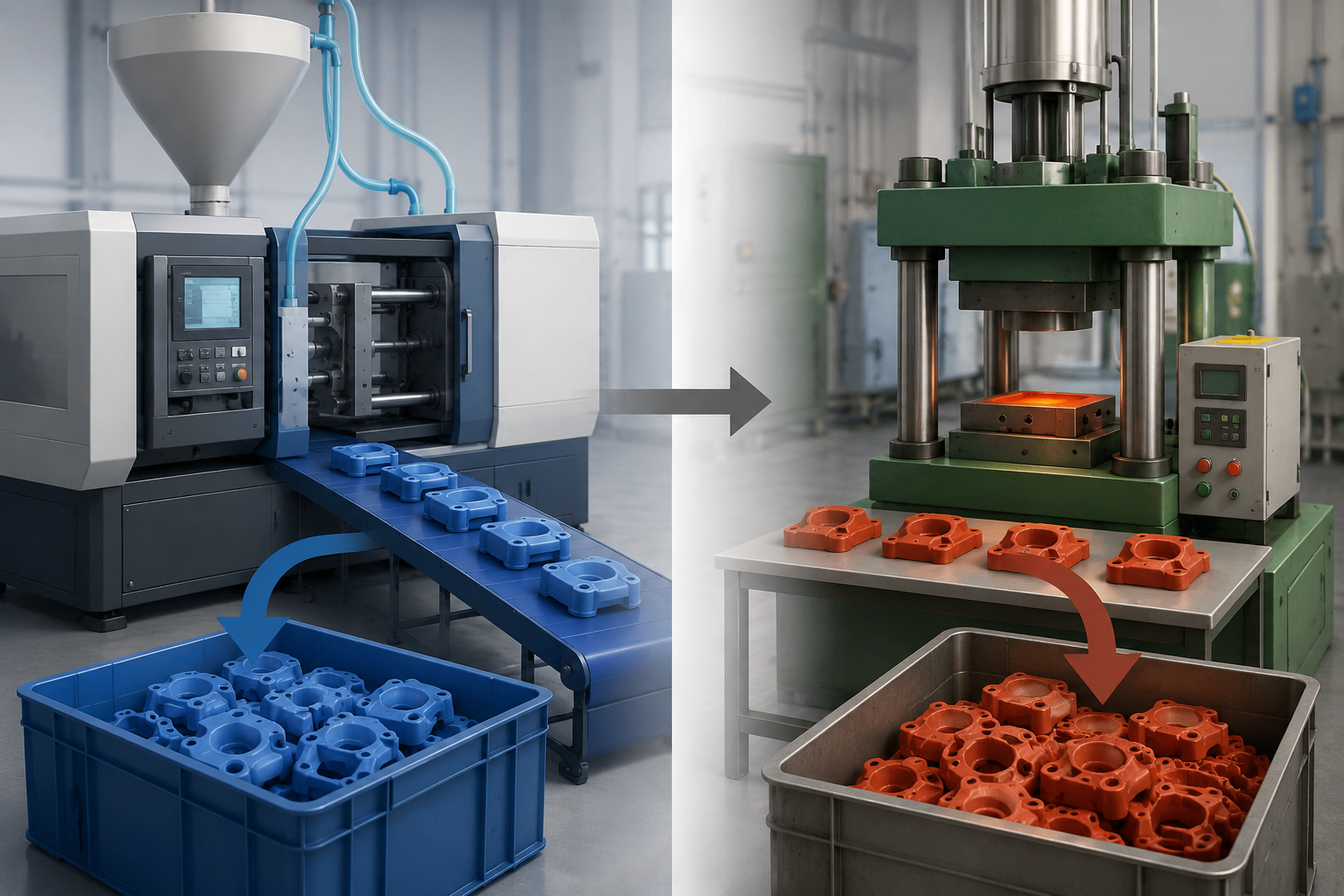
Molded from your drawing, not picked from a shelf: The three categories of custom silicone parts include, but are not limited to, O-rings, seals, gaskets, diaphragms, keypads and overmolded assemblies. There are three different molding processes: The part shape, the quantity you require and your product tolerances may guide you to one process over the other. Choosing the wrong process- or a molder who only molds with one process – slowly but steadily drives up your total project costs.
[ MATERIAL SPECIFICATIONS ]
Category note — what “silicone” buys you
Temperature limits. This silicone offers a useful service life from around -50° to +250°, or even up to 300°C for special compounds. Resistant to ozone, UV and weathering. Will not support growth of micro-organisms and readily produced to medical & food grade.
Any of the silicone compounds can also be extruded to form continuous tube or sections but to create solid custom parts you mold the components. This range of characteristics enables you to substitute standard rubber with Silicone in your sealing, electrical and medical product lines.
Why most quotes hide the parts that matter
We heard from our Buyers – and public sourcing threads corroborate this – it’s almost never about the component. It is about the missing data about it.
-
DATA.RISK_01
Tooling, MOQ & lead time aren’t even mentioned in the quote, and the actual commitment is hidden until it is too late to do anything about.
-
DATA.RISK_02
Most runs are single-process. An LSR-only molder directs parts to LSR even for parts for which compression molding would be less expensive.
-

DATA.RISK_03
Wrong molder: the price you didn’t know you’d pay includes production delays, a huge increase in scrap, and worn out tool and fixtures.
-

DATA.RISK_04
Offshore buyers often express concerns about a lack of quality control, to what extent the parts are being scrutinized before going on boats.
Engelhardt addresses all three of these question directly. We do run all three silicone molding processes here in house, we make our own molds and explain cost drivers and lead times below. Purchasing should be able to comparison shop suppliers by landed cost not by whomever was best at hide-the-ball.
[ SYS.CAPABILITY_INDEX ]
Engelhardt Silicone Molding Capabilities
Silicon-base product manufacturer plus a rubber molding operation that produces specialty custom parts – that’s Engelhardt in terms of deep processing expertise for any project from silicone injection through compression. You ask an engineer faced with supplier assessment to provide a one-sentence quick “yes” or “no” to a fundamental requirement: Can your plant produce my part volume at tolerance? Here’s the true, frank capability of each Engelhardt machine:
150T
[ INJECTION.LSR ]
LSR Injection Molding
Silicone is injection molding, which can take many forms. Two-part liquid silicone rubber is metered, injected and platinum-cured in a heated mold. Best for precision parts, thin walls, fine detail and 2-shot overmolding onto plastic or metal.
300T
[ INJECTION.SOLID ]
Solid Silicone Injection
High-consistency silicone is injection-molded for higher-volume runs of keypads, grommets and automotive seals where a firmer gum stock suits the part.
1200T
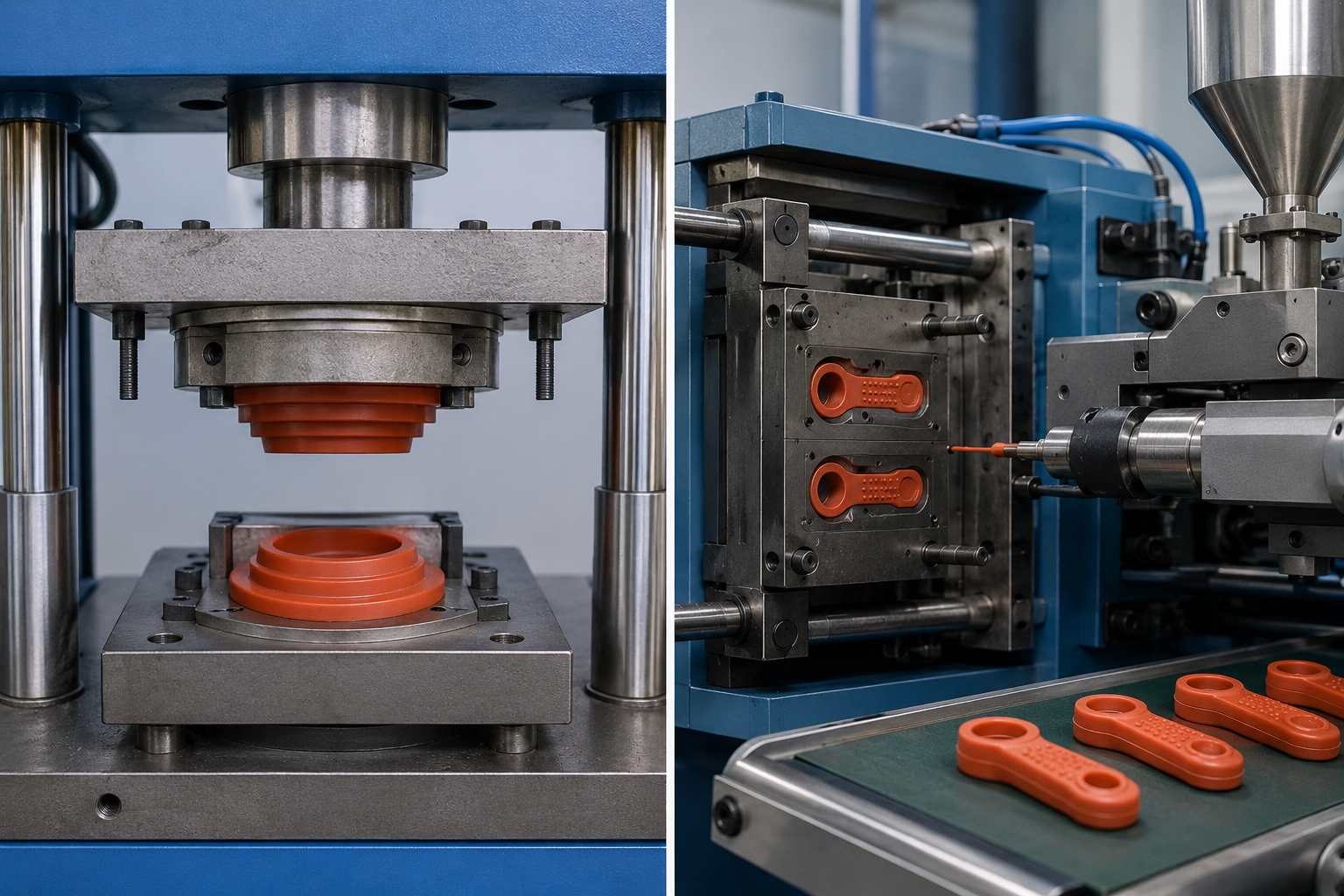
[ COMPRESSION.VAC ]
Compression & Vacuum Vulcanizing
Pre-formed silicone is cured under heat and pressure. The 1200T press handles large-format parts up to 2200 × 1200 mm — a size most contract molders cannot touch.
Across more than 20 vulcanizing presses, the silicone workshop molds about 1,000 tonnes of silicone per year. Liquid injection molding, solid injection and compression all run under one roof, so high-quality silicone products are matched to the right process – not forced onto the only machine a supplier owns.
[ OPT.SELECTION_MATRIX ]
Which machine fits which part
Engelhardt Machine
Best-fit part profile
Typical example parts
150T LSR injection
Precision LSR parts, thin walls, 2-shot overmolding
Medical valves, micro-seals, baby-care parts
250T vacuum vulcanizing
Solid/HCR parts needing low porosity
Gaskets, O-rings, electrical insulators
300T solid silicone injection
Higher-volume solid silicone components
Keypads, grommets, automotive seals
1200T vacuum vulcanizing
Large-format parts up to 2200×1200 mm
Large gaskets, diaphragms, industrial pads
[ TECH.SPECIFICATIONS ]
Capability specifications
- Molding processes
- LSR injection, solid silicone injection, compression / vacuum vulcanizing
- Press tonnage
- 150T / 250T / 300T / 1200T
- Max mold size
- 2,200 × 1,200 mm
- Durometer range
- 10–80 Shore A
- Service temperature
- −50 °C to +250 °C
- Typical tolerance
- ±0.08–0.13 mm
- Material grades
- General, medical-grade, food-grade
- Annual output
- ~1,000 tonnes
- Quality system
- ISO 9001, IATF 16949
- In-house tooling
- 3,600 m² mold shop
Durometer and temperature figures reflect standard silicone grades; tolerance is geometry-dependent. Press, mold-size and output figures are Engelhardt’s own equipment data.
[ PROCESS.SPECIFICATION ]
LSR vs Compression vs Solid Silicone — Choosing the Right Process
Matching a part to the wrong process is the single most expensive mistake in a silicone program. An engineer who picks LSR for a simple, low-volume gasket pays for injection tooling that compression molding would not need. Criteria that actually move cost and quality are compared across all three processes below.
| Criterion | LSR Injection | Compression Molding | Solid Silicone Injection |
|---|---|---|---|
| Material form | Two-part liquid | Pre-formed HCR gum | Solid HCR compound |
| Best volume band | 10k–1M+/yr | 500–50k/yr | 50k–1M+/yr |
| Durometer range | 10–80 Shore A | 20–80 Shore A | 30–80 Shore A |
| Typical tolerance | ±0.08–0.13 mm | ±0.10–0.20 mm | ±0.10–0.15 mm |
| Compression set | Superior (low) | Excellent — lowest | Excellent |
| Relative tooling cost | Higher | Lower | Higher |
| Cycle time | Seconds to ~1 min | Several minutes | Moderate |
| 2-shot / overmolding | Yes | Limited | Yes |
| Engelhardt machine | 150T LSR injection | 250T / 1200T press | 300T solid injection |
Process Findings
Two findings drive most decisions here. High-consistency silicone used in compression molding actually delivers a lower compression set than LSR, so a static seal that must hold for years often performs best from a press – not an injection machine. LSR, by contrast, stretches roughly twice as far before breaking, which makes it the better pick for thin, flexible or dynamic parts.
Volume is the second lever. Compression tooling is cheaper to build, so for runs in the hundreds to low tens of thousands it usually wins on landed cost. Once annual volume climbs past roughly 50,000 pieces, the faster cycle of injection molding repays its higher tooling cost. Because Engelhardt owns all three process types, our recommendation follows your part – not our machine list.
Engineer’s rule of thumb
If your part is a static seal or gasket below ~25,000 pieces a year, ask for a compression quote first. If it has thin walls, fine features, or needs a plastic or metal substrate overmolded, start with LSR. Unsure parts are exactly what a design-for-manufacturing review is for – that is a free conversation, not a commitment.
Not sure which process fits your part? Get a free Design-for-Manufacturing review →[ MANUFACTURE.COMPONENTS ]
Custom Silicone Parts We Manufacture — Components, Industries & Results
Buyers ask Engelhardt for the silicone parts in the list below most often. Each one ships across several industries, and the molding process is selected per part rather than per habit.
01 /
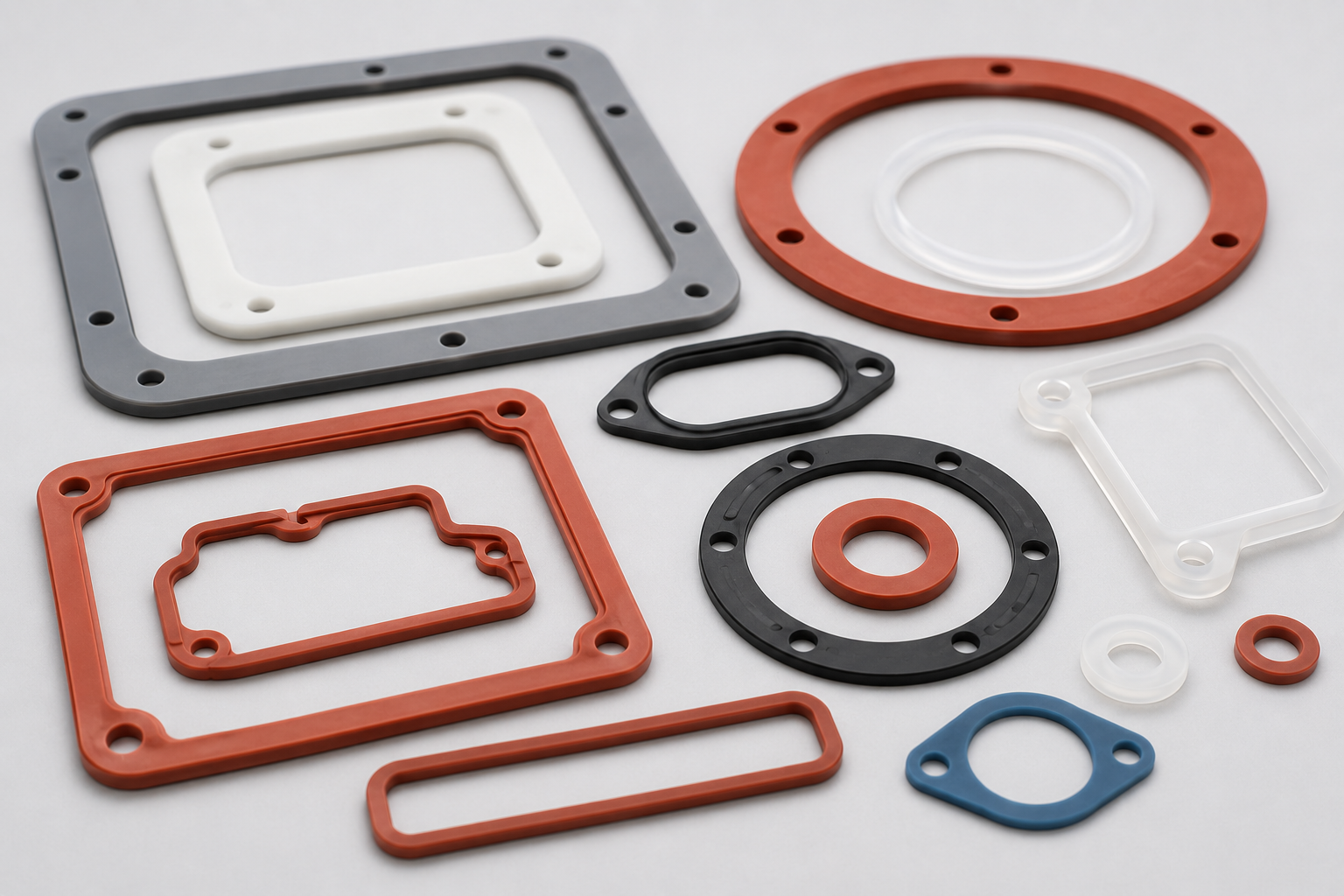
Silicone Gaskets
Custom silicone gaskets for enclosures, lighting and appliances, die-trimmed or molded to profile.
02 /

Seals & O-Rings
Custom rubber seals and O-rings with low compression set for static and light-dynamic sealing.
03 /

Silicone Rubber Keypads
Single and dual-durometer keypads with printed or laser-etched legends for HMI panels.
04 /

Diaphragms & Bellows
Flexible silicone diaphragms and bellows for pumps, valves and pressure-sensing devices.
05 /

Grommets & Bushings
Vibration-damping grommets and bushings that protect wiring and panel pass-throughs.
06 /

Overmolded Components
Silicone overmolded onto plastic or metal for grips, connectors and bonded sub-assemblies.
SYS.MARKETS_AND_CASE
Those parts land in four broad markets. Automotive and aerospace buyers use silicone for connectors, seals and housing gaskets that survive engine-bay heat. Medical device and healthcare programs rely on medical-grade silicone for valves and diaphragms. Electronics teams specify keypads and protective covers, while industrial customers order gaskets, insulators and damping pads.
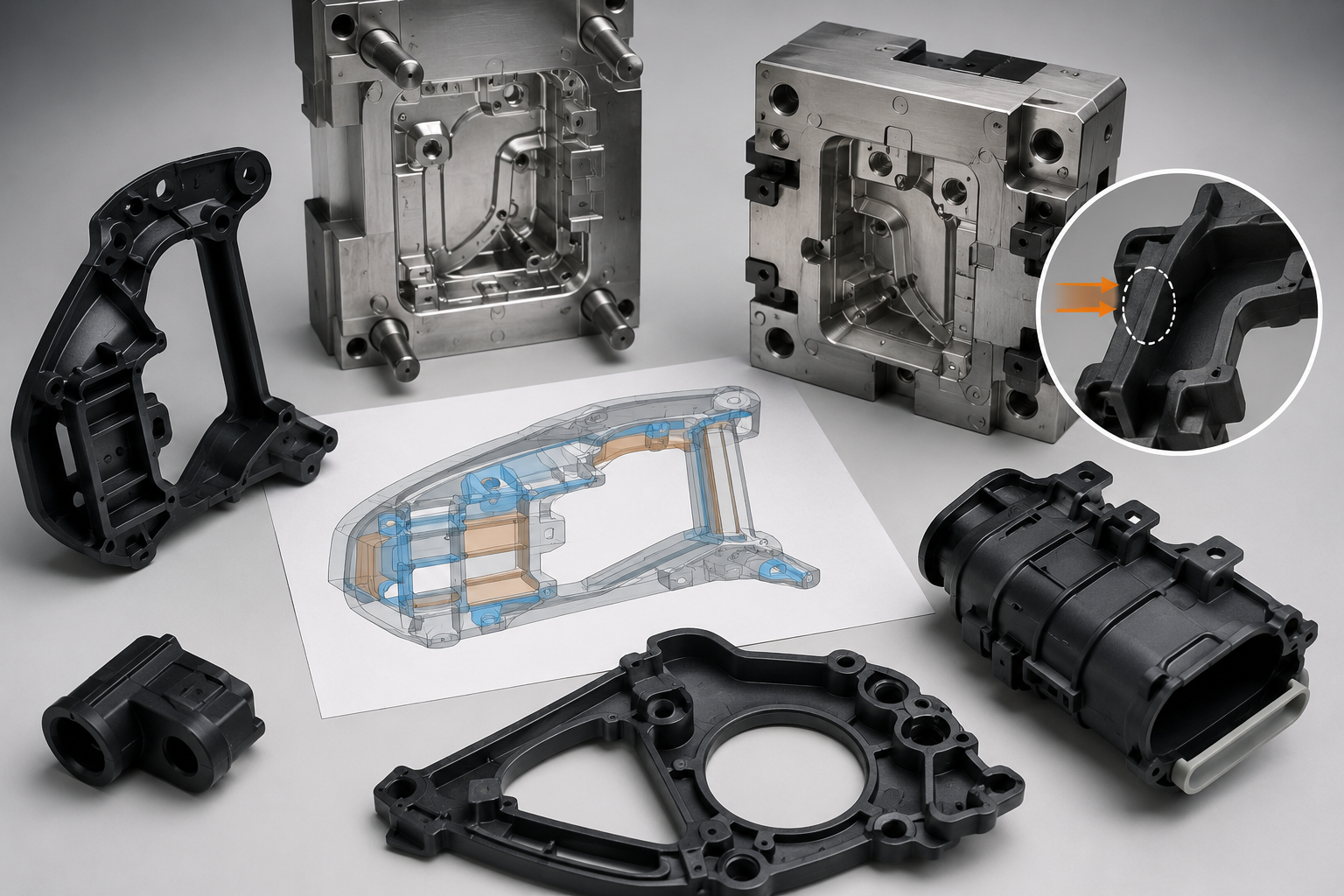
A representative project
Brand Kitchenware required some food grade silicone parts to be compliant to food-contact and survive to numerous dishwasher cycle. Initial designs included some thin parting lines which are very likely to tear when de-molding.
Our tool makers on Mold Team revised design with changes on parting line and lips geometry and run the part on our 300T solid silicone injection press with an FDA-approved, food-grade compound. First articles were then dimensionally validated before release to production.
That part demolded without trouble, the lips were intact, it retained their seal on many cycles and the project moved from prototype stage to volume production with zero tool rework. Engelhardt’s product manual shows that same program.
SYS.CAPACITY_AND_TOOLING
~1,000 t
of silicone molded per year — enough capacity to carry your part from first sample to full volume with one supplier, so you never pay to re-tool when demand grows.
-
One-time tooling
Mold cost is paid once and amortized across every part it produces.
-
No molder switching
Prototype, pilot and mass production stay on the same tooling and the same quality system.
-
Process matched to volume
Choosing compression over injection on the right part avoids paying for tooling you do not need.
Capacity figure from Engelhardt equipment data. Cost-of-ownership points reflect general industry practice.
SYS.QUALITY_ASSURANCE
Certifications & Quality Control
For an offshore supplier certification isn’t just another acronym it’s the buyer’s proof that there are eyeballs on the product before it is ever shipped. One frequent fear voiced during online public sourcing discussions involves questions about whether real quality assurance procedures were even in place before parts were sent to the customer.
Engelhardt addresses those concerns with a formal documented quality system, augmented with an in-house quality lab and testing center, and a number of automated processes and equipment.
[ CRITICAL.COMPLIANCE ]
The detail that might get a closer look from buyers is the IATF 16949 certification. That document represents the auto industry’s full-coverage quality standard, and it requires process discipline to control and record – the likes of defect prevention and correct action – far exceeding any given in a typical ISO 9001 certificate. Whereas many contract silicone molders operate with just a ISO 9001, Engelhardt processes under that much stricter quality code on every part, whether it is automotive or something else.
ISO 9001
Quality management systemIATF 16949
Automotive-grade quality systemGuangdong High-Tech
High-Tech Product recognitionUtility Patents
Registered utility model patents
[ TEST.01 ]
Material Cure Analysis
Mooney viscometer & moving-die rheometer to test cure behavior of virgin silicone material.

[ TEST.02 ]
Filler Consistency Check
Carbon black analyzer for filler consistency in compound.

[ TEST.03 ]
Physical Property Testing
Material Testing Machine to check tensile, tear strength, and elongation.

[ TEST.04 ]
Environmental Durability
Salt spray & heat-aging chambers for corrosion and thermal aging checks.
[ TEST.05 ]
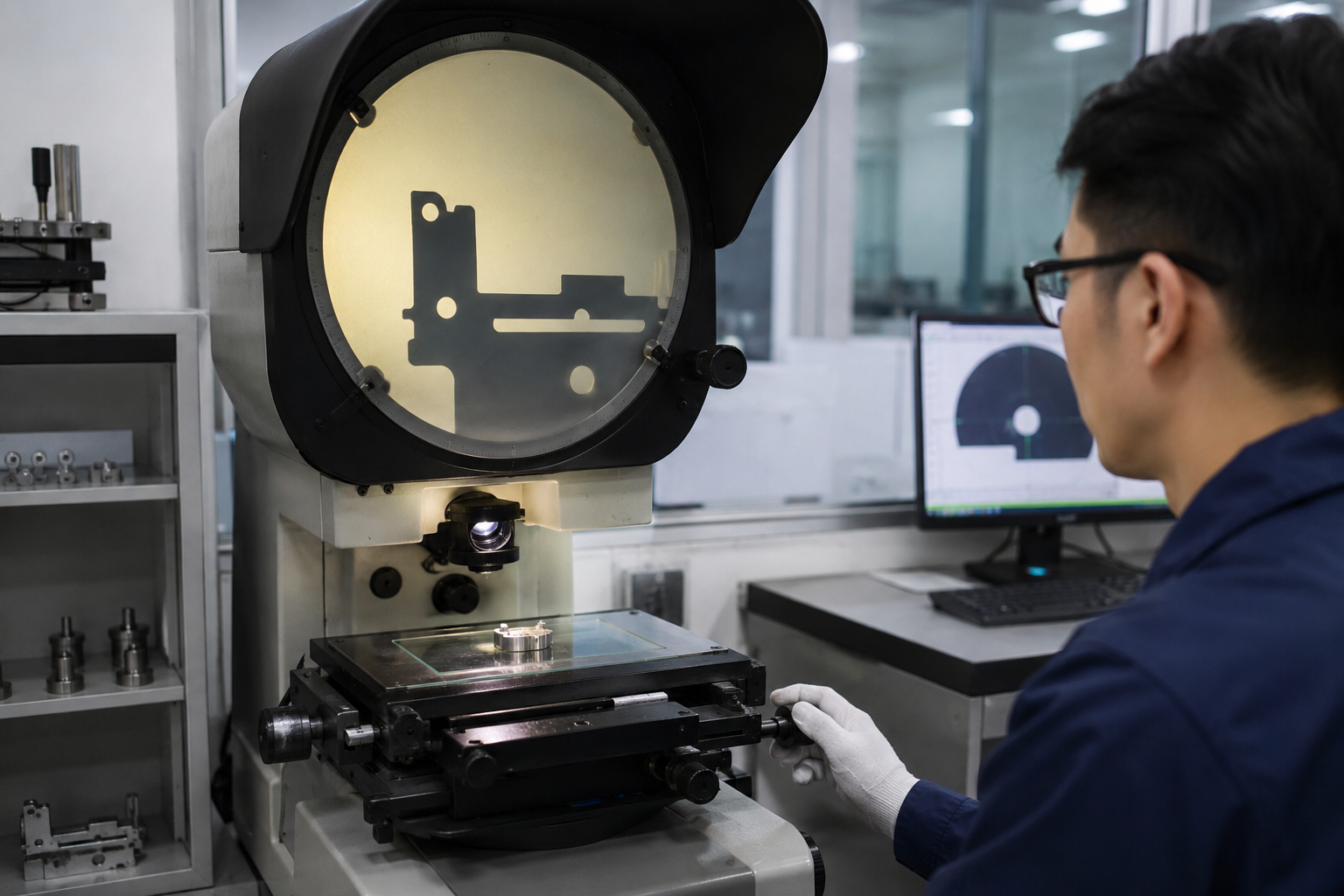
Precision Dimensional Inspection
Optical Projector to accurately inspect small parts or thin walls.
[ SYS.PROCUREMENT_GUIDE ]
Custom Silicone Parts Procurement Guide — Cost Drivers, MOQ & Lead Time
Procurement managers will be looking for an estimate on your part, so they want to know “What is the real total cost of ownership? And, what are my minimum commitments?” We provide those details up front on our website (no contact form to fill out needed) as well as provide additional detail on minimum order quantity, and lead time associated with producing custom silicone parts:
What drives the price of a custom silicone part
The unit price for custom silicone parts is derived from six main variables. Understanding these variables can help you to design the initial product at a lower cost before we begin to process any molds:

01
Tooling & cavitation
A one-time mold cost, paid once and spread across every part. More cavities raise mold cost but cut unit price.

02
Material grade
General silicone is the baseline; medical-grade and food-grade compounds add material and testing cost.
03
Design complexity
Undercuts, thin walls and tight tolerance bands need more intricate molds and more processing steps.
04
Production volume
Higher volume spreads tooling cost and improves material purchasing, lowering the per-piece price.
05
Molding process
Compression keeps tooling cheaper; injection raises tooling cost but speeds high-volume cycles.

06
Finishing
Deflashing, printing, post-cure and secondary bonding each add labor that belongs in the quote.
Industry Benchmark Reference
As a public benchmark, the industry cost guides reference small molded silicone gaskets at a few cents each, to approximately US$1.50 each, with more complex molded parts at the high end, and single cavity silicone tooling generally priced from a low many hundreds of dollars all the way up to a few thousand. Your number varies based on the six factors cited above, and it is for this reason that Engelhardt quotes to your drawing rather than an index.
[ SYS.ENGINEERING_TOOLS ]
Interactive Engineering & Procurement Toolkits
Evaluate your project requirements before requesting a quote. Use our in-house calculators to establish the optimal molding process, identify the correct material grade, and understand the critical cost drivers for your custom silicone components.
Molding Process Selector
Answer three key questions to determine whether LSR injection, compression molding, or solid silicone injection is the optimal fit for your custom part.
Launch ToolCost Driver Estimator
Identify which design factors push the price of your silicone part up or down, complete with a public industry reference band for unit costs.
Launch ToolMaterial Grade Selector
Match your application, operating temperature, and contact conditions to the right silicone grade and strict compliance standards.
Launch ToolRFQ Readiness Checklist
A complete request returns a faster, firmer quote. Tick what specifications you already have ready to see your project’s overall quote-readiness.
Launch Tool
[ SYS.FAQ_KNOWLEDGE ]
Custom Silicone Parts FAQ
MOQ: Each project has a different MOQ based on the tooling’s number of cavities and tooling method. The most cost-effective number of parts to mold is 250 for compression molded parts whereas injection-molded parts are molded for larger quantities (1,000+ parts). Submit your print and target quantity, and your quote will confirm the project-specific MOQ.
Six elements are factored into the price: molding tooling, grade of materials, complexity of your part design, volume, molding method, and finish. Online pricing guides may put the costs of tiny, molded silicone gaskets somewhere from just pennies to about US$1.50 per gasket, and then significantly up for very complex parts. “We give estimates based on your real part drawings and material; nobody is going to get much out of a general estimate,” he says.
Lead Time There are two lead time stages – mold creation and production – that we itemize on your quote. Between them, there is the sampling stage, when we produce and inspect first articles for your review. Adding a lead time buffer in there to account for the review process ensures your new program doesn’t fall behind schedule.
Volume and part type determine the best option. Typically, static seals, and lower-volume components (generally below 25,000 parts/year), make the most economical sense to compress mold, providing also the lowest compression set. Thin wall (e.g. gaskets), complex shapes, or designs requiring features like over-molding lean toward liquid silicone injection, while a design-for-manufacturing evaluation provides resolution for gray areas.
Engelhardt can mold silicone anywhere between 10 to 80 durometer (Shore A). High volume silicone types are stable between -50C and +250C while the special compounds can broaden the scope considerably. The selection of the appropriate hardness and grade is completed with you at design review stages.
Yes. Medical-grade silicone has to be tested and documented to USP Class VI and ISO 10993 to confirm how it behaves in the human body, while food-grade silicone must adhere to FDA food-contact standards. When an order is placed, this standard is double-checked and referenced in your quote so that your material certificates clearly reflect your chosen standard.
We make tooling here in the in-house shop of 3,600 square meters, outfitted for CNC machine and EMD tooling. This in-house tooling and quick-prototyping enables Engelhardt to shorten turn around times, so a tooling adjustment is not held up until an external producer’s plan allows.
The 1200T vacuum vulcanizing press can mold large-format parts as big as 2200 × 1200 mm — a size many contract molders can’t accommodate. The same factory in which it molds approximately 1000 tonnes of silicone per year, can take a part from prototype to mass production.
With an ISO 9001 and IATF 16949 quality system, every part molds to a tight automotive standard. Our in-house lab tests each compound batch with viscometer and rheometer, then inspects first-off parts against your drawings before authorizing the production release. Dimensional reports, material certificates and any application-specific test data (such as USP Class VI biocompatibility or ASTM D2000 compression set) ship with the lot, so your incoming inspection team can sign off without a follow-up call. For automotive and medical buyers we also keep traceability records — compound lot, mold cavity, press cycle — for five years against any future field complaint.