
Get in Touch with Engelhardt

Quick Specs: Automotive Elastomers at a Glance
| Service temp envelope | EPDM −50 to +150°C · NBR −30 to +120°C · Silicone −60 to +250°C · FKM −20 to +200°C |
| Typical hardness | 40–90 Shore A (softer = sealing, harder = structural mounts/bushings) |
| Spec standard | ASTM D2000 / SAE J200 line call-out; ISO 3302-1 dimensional tolerance grades |
| Automotive quality system | IATF 16949 + ISO 9001, with APQP and PPAP for OEM/Tier-1 part approval |
What Are Automotive Rubber Parts?

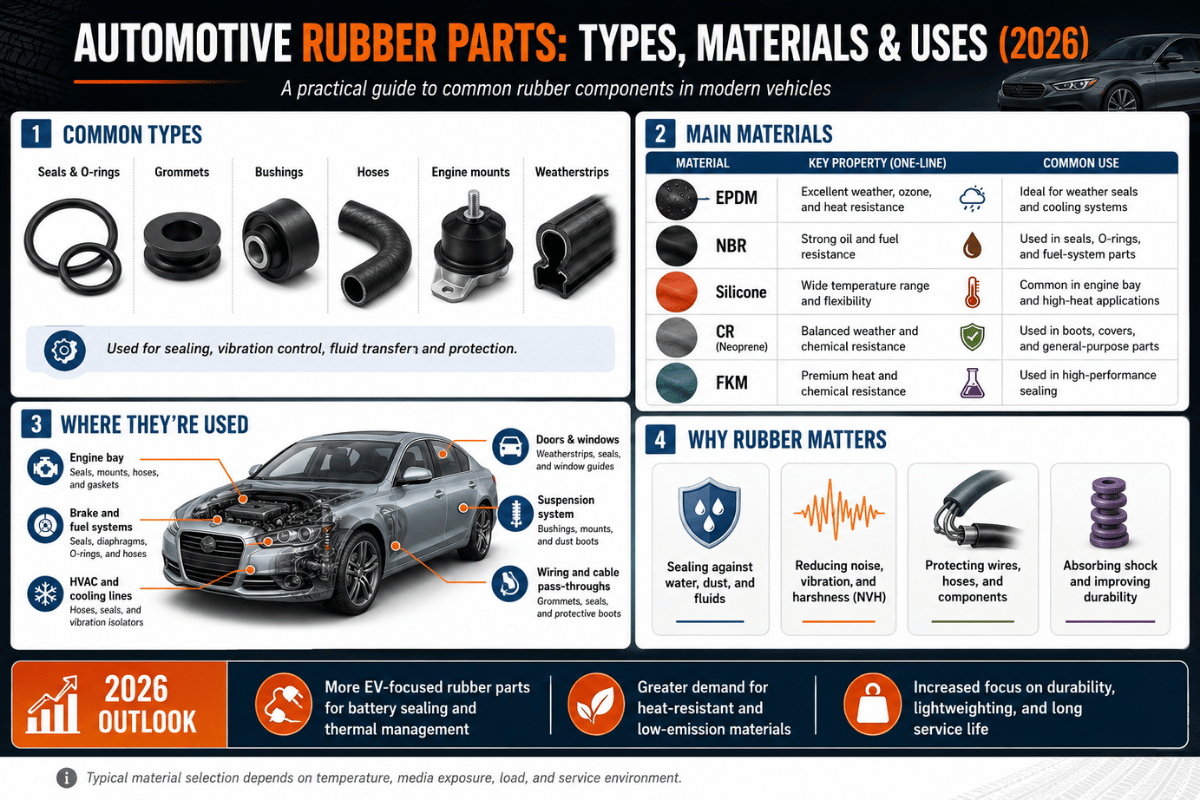
Automotive rubber parts are functional components molded from natural or synthetic rubber that do four jobs across a vehicle: isolate vibration (engine mounts, bushings), seal against air, water, and fluids (weatherstrips, gaskets, O-rings), protect moving joints from dirt and moisture (CV and dust boots), and convey fluids (coolant, fuel, and air hoses). A single car carries hundreds of them, most hidden and inexpensive.
What trips buyers up is that one nominal part, say a “door seal,” can be molded from very different compounds depending on where it sits. Get the compound wrong and it fails fast: an EPDM seal swells in oil, a nitrile seal cracks in sunlight within a season. That is why automotive rubber is specified to an ASTM D2000 standard, not chosen by how it looks.
Because rubber is a tuned material rather than a fixed one, the part name tell you the shape and job, while the elastomer family and hardness tell you whether it will actually last. That split, geometry versus compound, is the thread running through the rest of this guide and through every custom automotive rubber parts program.
The 8 Core Types of Automotive Rubber Parts

Almost every rubber part on a vehicle fall into one of eight functional families. Below is what we call the 8-Type Automotive Rubber Parts Map, pairing each family with where it lives, the elastomer it’s usually molded from, and the failure mode that actually ends its service life. Trade-press teardowns describe the same dynamic group: tie bars, couplings, bushings, and engine, gearbox, and muffler mounts.
| Part family | Job | Where on the vehicle | Typical elastomer | Primary failure mode |
|---|---|---|---|---|
| Engine & transmission mounts | Isolate powertrain vibration | Between engine/gearbox and subframe | NR, EPDM (rubber-to-metal bonded) | Bond corrosion, sag, tearing |
| Suspension bushings | Locate arms, absorb road impact | Control arms, sway bar, subframe | NR/EPDM rubber (PU as upgrade) | Cracking, wear, voiding |
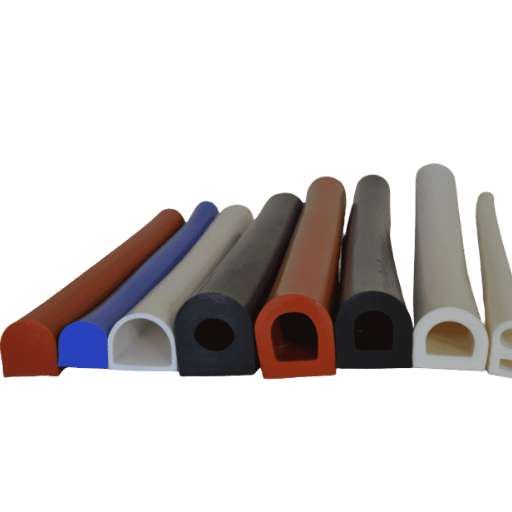
| Weatherstrip & door/window seals | Seal cabin from water, wind, noise | Doors, windows, trunk, sunroof | EPDM | Ozone cracking, compression set |
| Grommets | Protect & seal wire/pipe pass-throughs | Firewall, body panels | EPDM, NBR | Tearing, hardening |
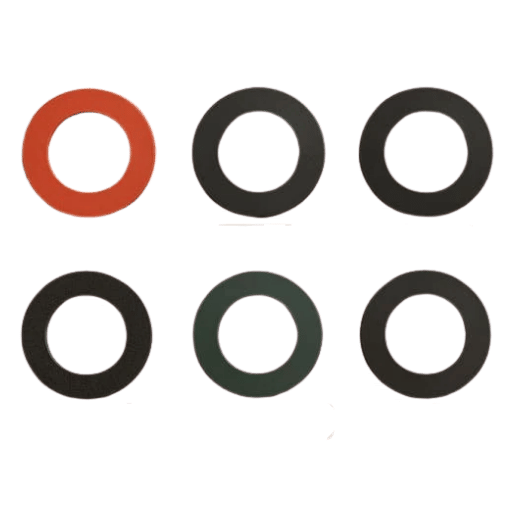
| Gaskets | Seal mating faces against fluid/gas | Valve cover, oil pan, coolant | NBR, silicone, FKM | Compression set, chemical swell |
| O-rings | Seal in grooves under pressure | Fuel, A/C, brake, transmission | NBR, FKM, EPDM | Compression set, extrusion |
| Hoses & ducts | Convey coolant, air, fuel | Radiator, intake, fuel lines | EPDM, silicone, NBR | Heat-aging, cracking |
| CV/dust boots & bellows | Protect joints from dirt and water | CV joints, steering, shocks | CR, silicone, TPE | Tearing, ozone attack |
| Exhaust hangers | Support exhaust, damp vibration | Under chassis | EPDM, NR | Heat-aging, tearing |
Part-family and material associations compiled from automotive rubber engineering practice and trade-press dynamic-component descriptions.
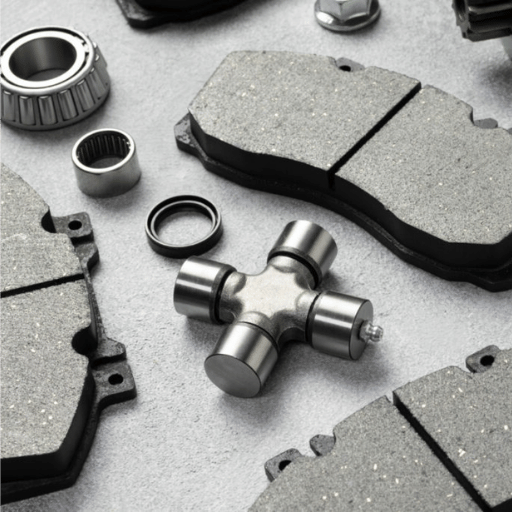
What are car suspension bushings made of?
Most factory suspension bushings, control-arm, sway-bar, trailing-arm, and subframe, are molded from natural rubber or EPDM and bonded into a metal sleeve, so the rubber works in shear and compression while the sleeves carry the load. Natural rubber gives high resilience and fatigue life for ride comfort; EPDM is chosen where ozone and weather exposure is high.
Polyurethane, the aftermarket alternative, is a stiffer material with a different trade-off, covered in its own section below. Bushings are the part family most buyers research first: control-arm bushings alone draw tens of thousands of monthly searches. You can see Engelhardt’s molded options under rubber bushings and grommets.
Rubber Materials Used in Automotive Parts (EPDM vs NBR vs Silicone vs FKM vs CR)
Five elastomer families cover the overwhelming majority of automotive rubber parts. Fastest way to choose: read the 5-Factor Automotive Elastomer Selector below across service temperature, weather/ozone resistance, oil and fuel resistance, hardness range, and relative cost, then match to the application. Temperature figures are ranges, not single points, they shift with the cure system, so a peroxide-cured EPDM reaches the top of its band where a sulfur-cured grade doesn’t.
| Elastomer | Service temp | Weather/ozone | Oil/fuel | Hardness | Best automotive use |
|---|---|---|---|---|---|
| EPDM | −50 to +150°C | Excellent | Poor | 40–90 A | Weatherstrip, grommets, coolant, brake |
| NBR (nitrile) | −30 to +120°C | Poor | Excellent | 40–90 A | Oil seals, fuel hose, gaskets |
| Silicone (VMQ) | −60 to +250°C | Excellent | Fair | 30–80 A | Engine-bay seals, spark-plug boots, sensors |
| FKM (Viton) | −20 to +200°C | Good | Outstanding | 55–90 A | Fuel-system seals, e-powertrain |
| CR (neoprene) | −40 to +120°C | Good | Moderate | 40–80 A | Boots, A/C seals, general purpose |
Ranges cross-referenced from elastomer property data; values vary with grade and cure system. EPDM reaches +150°C when peroxide-cured.
Two rules catch most buyers: EPDM and oil never mix (an EPDM seal swells and fails in contact with engine oil or fuel), and NBR cracks outdoors (it has poor ozone resistance, so it belongs sealed inside a system, not on the body). Where heat and fuel meet, turbo plumbing, modern direct-injection fuel rails, and EV thermal loops, FKM earns its premium, while plain NBR stays the cost-efficient default for ordinary oil contact at roughly 60–70% of FKM’s price. Engelhardt compounds all five families in-house; see the related EPDM rubber molding and silicone vs rubber material notes.
What rubber is used for car door seals?
Car door, window, and trunk weatherstrips are almost always EPDM. That choice is environmental: a door seal lives outside, fully exposed to UV, ozone, rain, and temperature swings, and EPDM resists all three where nitrile would surface-crack within a season. It also stays flexible to around −50°C, so the door still seals on a cold morning.
EPDM takes a foamed or dense sponge profile well, too, giving the soft, low-closing-effort feel buyers expect. Its one trade-off is poor oil resistance, which is irrelevant on a door but rules it out the moment a seal sees fuel or engine oil.
Rubber vs. Polyurethane Bushings: Which Lasts Longer?

Polyurethane bushings are sold as a straight “upgrade” over factory rubber, and on durability that’s partly true, yet on a daily-driven car polyurethane is not always the better choice. Independent suspension testers put it plainly: rubber nearly always gives a quieter, smoother ride, while polyurethane raises noise, vibration, and harshness for the driver.
One widely shared teardown summed it up: poly “isn’t the bees’ knees in every car in every bushing location, in many cases rubber or spherical bearings are better.” So the real question is not which lasts longer, but which trade-off you want.
✔ Polyurethane — where it wins
- Higher durometer, deflects less, sharper, more precise handling
- Resists oil, road salt, and wear; owners report it lasting markedly longer
- Available in multiple hardnesses to tune feel
- Right call for track, towing, and heavy-load builds
⚠ Polyurethane — the catch
- Transmits more NVH, a harsher, louder ride
- Can squeak unless greased with urethane-compatible lube, and re-greased
- Not bonded; it pivots on the shaft rather than flexing internally
- Often costs roughly 3× the rubber part for ~4× claimed life
The honest framing: factory rubber bushings are bonded and tuned for ride isolation and quiet; polyurethane trades that comfort for stiffness and longevity. For a comfort-priority daily driver, rubber is usually the right answer; for a performance or work build, poly earns its harshness. Either way, the bushing has to be molded and bonded correctly, which is the next section.
How Automotive Rubber Parts Are Made (and Bonded to Metal)

Automotive rubber parts are molded by one of three processes, chosen by volume and geometry: compression molding (low-to-mid volume, simple shapes, lowest tooling cost), transfer molding (better for inserts and tighter flash control), and injection molding (high volume, tight tolerance, repeatable cure).
In our own shop, a 250-ton vacuum vulcanizing press handles void-free molding for sealing parts, while a 300-ton rubber injection machine runs the high-consistency volume work, across roughly 2,000 tons of molded rubber a year. That process choice is a cost-and-quality decision you can read more about under compression, transfer, and injection molding.
Harder than the molding itself is rubber-to-metal bonding, the co-vulcanized joint inside every bushing, mount, and bonded seal. Here the conventional assumption (pick the right primer and adhesive and the bond is solved) is incomplete. Peer-reviewed work on durable metal-rubber interfaces finds that the dominant in-service failure isn’t the original bond strength but loss of adhesion as corrosion creeps along the rubber-metal interface. Lab salt-spray testing shows rubber bonded to mild steel can fail in roughly 25 hours of exposure once that interface corrodes.
“We never sign off a rubber-to-metal bonded part on initial pull strength alone. We retest after heat-aging and after salt-spray, because most bond failures in service are corrosion creeping along the interface, not the original bond.”
Senior Application Engineer, Engelhardt rubber compounding team
That practice is what we call the Rubber-to-Metal Bond 3-Stage Validation: (1) initial pull/peel strength, (2) re-test after heat-aging, and (3) re-test after salt-spray exposure. A part that passes only stage 1 looks fine on the bench and fail in the field. Patent literature reflects the same priorities, powdered primers engineered specifically for rubber-to-metal bonding, and peroxide-cured EPDM compounds developed for bonded vibration isolators.
📐 Engineering Note
A bonded reject cannot be re-made, once rubber is co-vulcanized to the wrong-prepped metal, the part is scrap. That is why bonded parts are reviewed for mold-ability and bond surface before tooling is cut (a DFM-first drawing review), and why bond-critical drawings should carry an ASTM D2000 line call-out plus a salt-spray acceptance criterion, not just a hardness number.
How to Choose & Spec the Right Automotive Rubber Part
Specifying a custom automotive rubber part comes down to a four-step decision, and doing it in order keeps an RFQ from bouncing back with questions. Work through environment and media, then the elastomer family, then hardness, then tolerance and certification, and a vague request like “I need a rubber seal” becomes a quotable, manufacturable spec your molder can price on the first pass.
The 4-Step Spec Selector
- Define the environment & media. Temperature range, and exposure to oil, fuel, coolant, ozone, or UV. This eliminates most materials immediately.
- Pick the elastomer family. Use the 5-Factor selector above, e.g. weatherseal → EPDM, oil seal → NBR, hot fuel → FKM, engine-bay heat → silicone.
- Set the hardness. Softer (40–60 Shore A) for sealing and conformance, harder (70–90 Shore A) for structural bushings and mounts. Remember hardness isn’t the whole story, for a seal, squeeze percentage and contact pressure matter more than Shore A alone.
- Set tolerance and certification. ISO 3302-1 dimensional class, an ASTM D2000 / SAE J200 line call-out for the compound, and IATF 16949 + PPAP if it is an OEM or Tier-1 program.
- ✔ Application, media, and full temperature range stated
- ✔ Elastomer family + ASTM D2000 line call-out (e.g. 2BC517)
- ✔ Target hardness in Shore A, with seal squeeze % if applicable
- ✔ Dimensional tolerance grade (ISO 3302-1) and any bond/salt-spray criterion
- ✔ Annual volume, certification level (IATF 16949 / PPAP), and any color/marking
Not sure on material or hardness yet? Start with the automotive rubber material selector, or run your drawing through the RFQ readiness checklist before sending it out.
Quality, Testing & Certification for Automotive Rubber
For automotive work, the quality system is part of the product. At baseline that means IATF 16949 (the automotive quality-management standard) layered on ISO 9001, with APQP planning and a PPAP submission to approve a part for OEM or Tier-1 production. But certification logos are not the same as control, what actually keeps parts consistent is per-batch process verification, because a rubber compound’s properties depend on getting the cure right every time.
In our in-house testing center, every batch get a Mooney viscosity check and an MDR rheometer cure curve before it runs, a carbon-black dispersion analysis to confirm filler mixing, and parts go through salt-spray, heat-aging, and humidity chambers plus a transportation-vibration simulator. That matters because the failure data backs it up: studies of sealing elastomers show the strongest end-of-life indicators are compression set, stress relaxation, and elongation-at-break, with roughly 85–90% change at failure. Those are exactly the properties batch cure control protects.
When you evaluate a supplier of automotive rubber parts, ask to see the cure-curve record for your compound and the salt-spray report for any bonded part, not just the certificate on the wall. A shop that can show per-batch MDR data and an ASTM D2000 call-out for your material is controlling the things that actually fail.
What’s Changing in Automotive Rubber Parts (2026 Outlook)

Two forces are reshaping what gets specified, and neither is about volume. First, electrification is changing the requirements, not removing the parts. An EV deletes the engine’s heat and vibration, but that also removes the noise it used to mask, so bushing and mount tolerances get tighter because drivers now hear road and motor noise an engine once covered.
At the same time, battery and e-powertrain thermal loops and new coolants push sealing toward higher-temperature materials like FKM and silicone instead of the legacy NBR default. That signal is concrete: in March 2025 SKF launched a seal line designed for the high temperatures and chemistries of electric vehicles, and with EV sales up about 20% to more than 20 million units in 2025, a quarter of all new cars, the shift is now mainstream.
Second, materials regulation is tightening the compound, not just the part. Europe’s REACH SVHC candidate list reached 247 substances in early 2025, and Article 33 obliges suppliers to disclose any listed substance present above 0.1% by weight, which steadily pushes automotive rubber toward cleaner, peroxide-cured EPDM and phthalate-free formulations. Practical action for a 2026 program: when you start a new part, ask your molder to confirm REACH SVHC screening on the compound and to spec an elastomer rated for your actual thermal and chemical envelope, don’t inherit a legacy NBR call-out by default. (Market-size forecasts put automotive rubber around USD 60 billion growing near 5% a year, but those figures are background; the design drivers above are what change your spec.)
Frequently Asked Questions
What are the most common rubber parts in a car?
View Answer
The most common automotive rubber parts are engine and transmission mounts, suspension bushings, weatherstrips and door/window seals, grommets, gaskets, O-rings, hoses, and CV or dust boots. A single vehicle carries hundreds of them. Most are hidden and inexpensive, but each one isolates vibration, seals a system, protects a joint, or carries a fluid — so a failure usually shows up as noise, a leak, or water and dust intrusion rather than an obvious broken part.
What type of rubber is used in automotive parts?
View Answer
Five elastomers cover most automotive rubber parts: EPDM for weatherstrips, grommets, and coolant parts; NBR for oil and fuel seals; silicone for engine-bay heat to about 250°C; FKM for hot fuel and chemicals; and CR (neoprene) as a moderate all-rounder for boots and general seals.
How long do automotive rubber parts last?
View Answer
It depends heavily on material and environment, so service life ranges from a few years to the life of the vehicle. Common killers are ozone and UV, which crack the wrong compound outdoors, heat-aging, and compression set, the permanent flattening that stops a seal springing back. Studies tie end-of-life to roughly 85–90% change in compression set and elongation.
Are polyurethane bushings better than rubber?
View Answer
Not always. Polyurethane lasts longer and sharpens handling, but it transmits more noise and harshness and can squeak without regular greasing. For a comfort-focused daily driver, factory rubber is usually the better ride; polyurethane suits performance, towing, and heavy-duty builds.
What is rubber-to-metal bonding in auto parts?
View Answer
Rubber-to-metal bonding chemically co-vulcanizes rubber to a metal insert so the two act as one part, the basis of nearly every bushing, engine mount, and bonded seal. A primer and adhesive are applied to the prepared metal, then rubber is molded directly onto it. Real risk is not the initial bond strength but corrosion creeping along the interface, so bonded parts should be validated after heat-aging and salt-spray, not on a bench pull test alone.
How do I choose a custom automotive rubber parts manufacturer?
View Answer
Look for IATF 16949 and ISO 9001 certification, in-house tooling, and the ability to support APQP and PPAP for OEM programs. Beyond the logos, ask for evidence of process control: a per-batch MDR cure curve for your compound, a salt-spray report for any bonded part, and an ASTM D2000 line call-out for the material. A supplier that mixes its own compounds and runs its own testing controls the variables that actually cause field failures.
What is the difference between EPDM and NBR rubber?
View Answer
EPDM resists ozone, weather, and water but not oil, so it suits weatherstrips and coolant parts. NBR resists oil and fuel but not ozone, so it belongs in oil seals inside a system. They are near-opposites, so swapping them is a costly mistake.
Are automotive rubber parts injection molded?
View Answer
Yes, for high-volume components — injection molding is the dominant process for parts like grommets, small bushings, and seals produced in the hundreds of thousands to millions per year, thanks to its fast cycle time and multi-cavity tooling. Larger parts such as weatherstrips are typically extruded, and low-volume or metal-bonded parts like some mounts and bushings more often use compression or transfer molding instead. See our rubber injection molding page for process details and typical automotive tolerances.
About This Guide
The material ranges, failure modes, and bond-validation practice in this guide reflect Engelhardt’s own work molding automotive rubber parts, including in-house compounding of EPDM, NBR, silicone, FKM, and neoprene, a 250-ton vacuum vulcanizing press, and per-batch cure-curve testing, cross-checked against published standards and peer-reviewed failure studies. Where data is directional (such as market-size forecasts), we’ve said so. Reviewed by the Engelhardt technical team.
Have a drawing or a problem part? Get a quote on custom automotive rubber parts molded to your spec.
References & Sources
- SAE J200 / ASTM D2000, Classification System for Rubber MaterialsSAE International
- Surface Engineering Strategies for Durable Metal-Rubber InterfacesJOM (peer-reviewed), 2026
- Analysis of O-Ring Seal Failure under Static ConditionsU.S. National Institutes of Health (PMC)
- Phthalate Risks and Alternatives (REACH)CALCE, University of Maryland
- End-of-Life Vehicle Recycling: Resource Recovery (REACH context)Argonne National Laboratory
- Global EV Outlook 2026, Executive SummaryInternational Energy Agency
- REACH SVHC Candidate ListEuropean Chemicals Agency (ECHA)