Get in Touch with Engelhardt





Rubber Injection Molding, describes the process of feeding an uncured rubber compound through a heated barrel and injecting it, under high pressure, into a closed die cavity where, heat and pressure, initiates a vulcanized finished elastomer component. It is currently the dominant process for medium to high volume rubber components where tight tolerances, low flash, and short cycle times are required. Please see this brief overview of the process cycle, the three types, ASTM Compound Selection by ASTM D2000 levels, a simple framework to compare the selection between compression, transfer and injection, and the end contractors real cost and cycle-time “drivers” you must ask for before approving a tool.
Quick Specs: Rubber Injection Molding at a Glance
- Typical cycle time: 60-180 sec (thin walled components) to 4-8minutes (car throttle bodies)
- Clamping force necessary: 100-500 tons (small seals to large truck mounting blocks)
- Typical tolerances: ±0.05 mm on critical parts, ±0.1 mm as a rule of thumb
- Press Barrel temperature: 80-120 C (preheat rubber compound), Die Temperature: 150-200 C (during vulcanization)
- Elastomers compatible with process:EPDM, NBR, silicone rubber (including LSR), FKM, neoprene, natural rubber, HNBR
- Typical cavitation: 1-32 cavities per tool, tool costs: $8K-$50K, depending upon cavitation numbers and surface finishes.
What Is Rubber Injection Molding? A 60-Second Answer
As with any high pressure manufacturing process, Rubber Injection Molding is a closed loop compound feed through resultant component. Unlike Plastic Injection, where you simply melt down thermoplastic pellets and inject the piece, high pressure rubber components are “vulcanized” inside the cavity (chemically cured using a sulfur or peroxide crosslink). The vulcanization is permanent, so the final part must be die-cut from sprue.
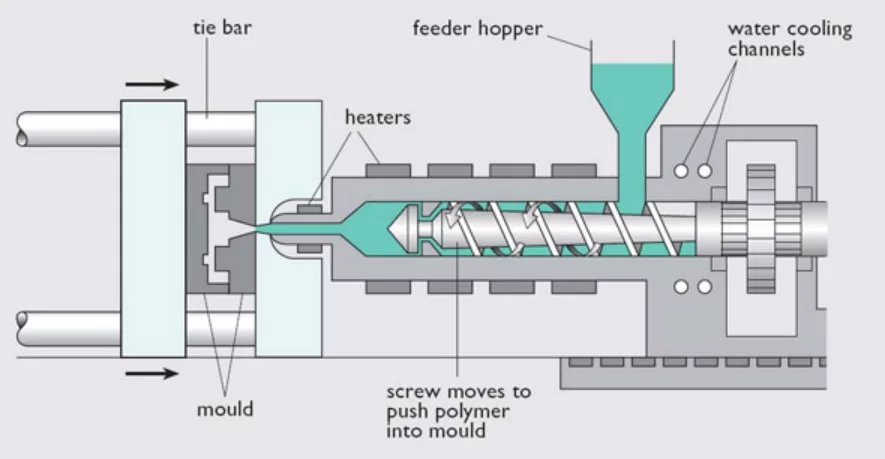
A standard rubber injection unit (with powered reciprocating screw or ram) is to pre-heat the rubber to 80-120 °Celsius, then inject, using about 1500 atmospheres of pressure, through a sprue, runner and gate system, in to a die held at 150 to 200 °Celsius. After a dwell time of 60-180 seconds for the crosslink chemicals to interact you are left with a finished part, which can be ejected. A tight combination of preheat and high pressure, with precisely controlled die temperature, is the reason that the process enjoys short cycle times, repeatably tight tolerances and less scrap than batch processes like compression molding.
If you travel to the production floor, the most obvious differences are in scale. Only a few injection mold presses are needed to run 400+ cavities a day on a 30 Second cycle when producing an O-ring program, compared to a pressure (batch) operated compression line which would require dozens of presses and manual loading. Our engelhardt installation, with 400 rubber injection machines running through out China and Thailand, would produce over 3000 Tons of Elastomer components from one simple-to-operate production line. Another visible sign of scale is in the flow of high tonnage presses loading, cycling, and e-blowing parts round the clock.
Engelhardt’s rubber injection molding capabilities include both organic strip-fed lines and dedicated liquid silicone rubber (LSR) cells, which we will cover in the types section below.
How the Rubber Injection Molding Process Works (Step-by-Step)
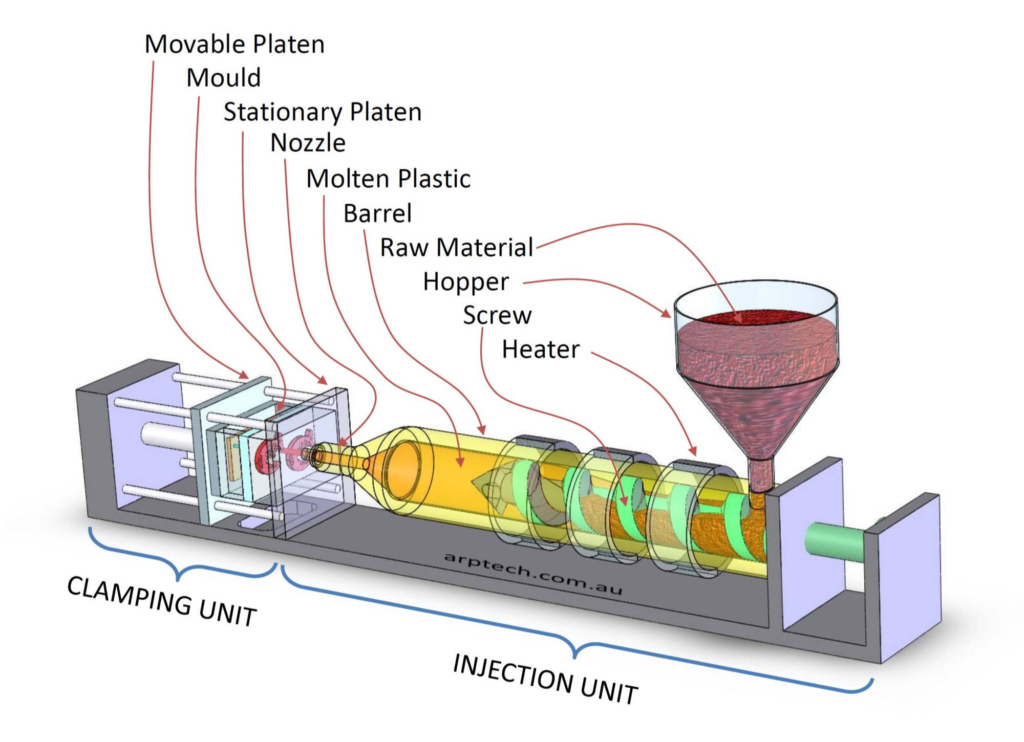
How Does Rubber Injection Molding Work?
Six sequential stages. Compound, pre-heat, inject, clamp, cure, eject. Miss one step and the shot fails.
- Compound. Masticate, mix & strain.2-roll mill or internal mixer. Uncured compound is cut into extrudable strips or pellets into large tube-shaped feed stock sizing, ready for the injection. In-house remedying of compound families like EPDM, NBR, FKM, silicone, neoprene, natural rubber cuts a week of lead time for the customer as opposed to getting the pre-matched material from a compounder.
- Feeding & plasticize. Strip stock — sometimes shaped into a pre-form for thick parts — passes through a hot (80-120 C) reciprocating screw barrel. The screw homogenizes and feeds a calibrated shot volume, barely die in front of the screw tip for utmost control. For liquid silicone rubber the shot is pre-measured in a static 2-part generator before going to the nozzle.
- Inject. A hydraulic or electric actuator drives the screw forward, to push the rubber plastics through a sprue and runner system, in to the cast. Injection occurs at 100-200 MPa at a time of 1-3 s so we don’t scorch the rubber prematurely in the runner.
- Clamp & runfull. The clamp does just as its name says and try to hold the tool halves together against injected pressure. Couple of 100 tonnes clamp force for a 200 cm projected area at 150 MPa. If lightly clamped there will be a flash event.
- Dwell. This is the whole game most of the time. From Dow Chemical’s public data on LSR dwell equals about 4-6 seconds per mm at 150-200 C. A 5mm thick part would need 20-30 seconds dwell before the center is fully cross-linked. We at Engelhardt see most cycle-time runs-overs because engineers copy the cycle time from a thinner part without re-working the dwell.
- Eject & deflash. Clamp opens and the finished part is pushed out by ejector pins. Runner scrap is gurneyed away. Modern injection tools recover sub 2% of the cycle in flash/runner waste, compression ovens get 10-20%.
Engineering note. It is recommended to use the ISO 37:2017 tensile test and ASTM D412 methods to check the full vulcanization of an injection molded rubber part. Checks on the first three shots of a new tool will detect 80% of under cure events.
The key point. This six step process is a second order function where dwell is first order cycle time. Master the dwell turn-around time formula and the cycle runs itself.
The 3 Types of Rubber Injection Molding
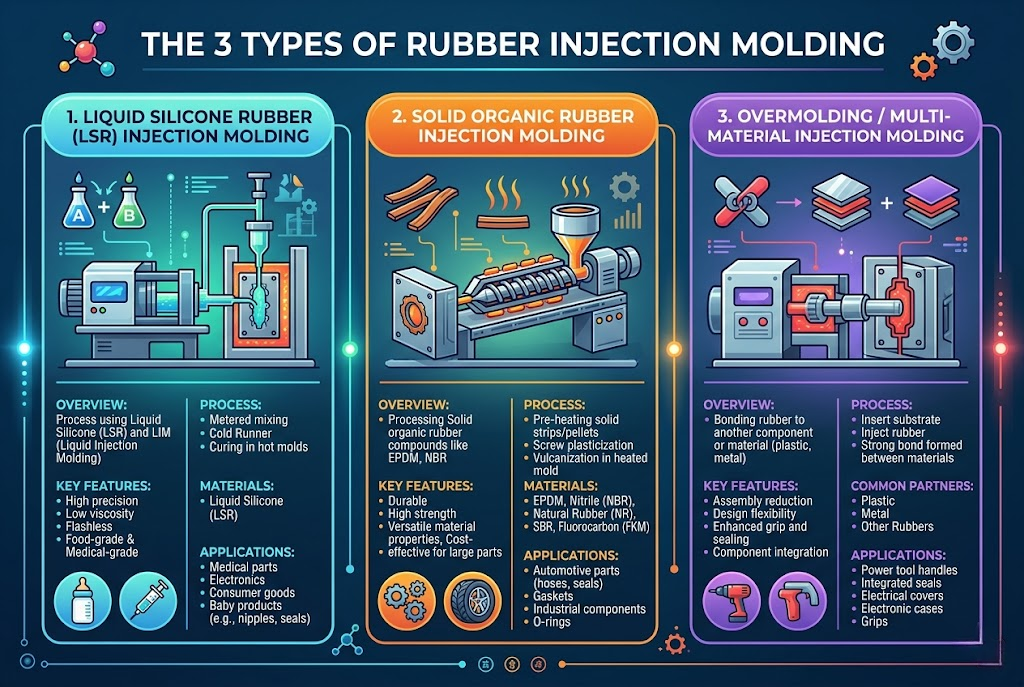
Virtually all of the taxonomies published list these two kinds of rubber injection molding – organic solid-strip and the liquid silicone. We include the third, because thermoplastic rubber injection has became its own category. Global market data for TPE/TPR is expected to grow at an average annual rate of just under 12.4% from about $13b in 2026 to just under $18b in 2033; the injection-molded slice of the pie is where most of the volume is.
If we treat TPR as a plastic-injection-footnote, that’s no longer an accurate description of the 2026 production mix.
Organic (Solid-Strip) Rubber Injection
The established workhorse: EPDM, NBR, neoprene, FKM and natural rubber compounds run as solid strip fed into a screw barrel, plasticised, and injected into the mold. Estimating the majority of injection molded rubber parts by weight, this is the ideal choice for automotive weather stripping, anti-vibration mounts, HVAC grommets, heavy duty seals etc. Typical cavity layouts of 4-32.
Compound cost is low and premix budget minimal, cure chemistry is predictable, process flexibility is good with durometer range varying from 40 Shore A flexible seals to 90 Shore A structural bushes.
Liquid Silicone Rubber (LSR) Injection Molding
LSR, or liquid injection molding, is a two-component, platinum-cured silicone that is sold as low viscosity liquids in sealed drums. It is a low viscosity system that is meter-mixed in a static mixer, injected into a cold runner, and cured on a hot tool 170-200 C. LSRs will fill a much more complex cavity than a solid silicone, which makes them dominate baby care, medical tubing, implantable seals, and automotive lighting gaskets.
Engelhardt currently runs dedicated LSR cells on FDA-compliant medicals and automotive Tier-1 lighting programs, cavitiying up to 16 per tool.
Thermoplastic Rubber (TPR / TPE) Injection
Thermoplastic rubber does not vulcanise. It melts, flows, cools and sets—and runs on plastic injection moulding machines and in-use can be reclaimed in-process. TPR is the elastomer of choice for overmthded consumer products (soft grip handles, shoe soles, toy parts), and some car interior sealing applications where styling overcome heat resistance.
The disadvantage: TPR has significantly reduced Tensile Strength above circa 100 C and also suffers from creep under static loading, so cannot be considered a drop-in equivalent to vulcanized EPDM in under-bonnet conditions.
| Type | Cycle Time | Tolerance | Typical Part |
|---|---|---|---|
| Organic (solid strip) | 60–240 s | ±0.05 mm | Automotive seals, mounts, grommets |
| Liquid Silicone Rubber (LSR) | 30–90 s | ±0.03 mm | Medical tubing, baby care, headlight gaskets |
| Thermoplastic Rubber (TPR) | 15–45 s | ±0.05 mm | Overmolded grips, shoe soles, interior trim |
The bottom line. Choose the material to the application: organic for heat and hydrocarbons, LSR for biocompatibility and fine features, TPR for recyclable overmolding at room temperature.
Rubber Materials Used in Injection Molding

Which Rubber Materials Are Commonly Used?
The six compound families listed below comprise over 95% of total commercial rubber injection molded parts. Each has a unique service envelope and the ASTM D2000 standard defines a Type (heat resistance) and Class (oil resistance) code which most procurement teams don’t learn until they experience a field failure. Identifying the D2000 designation on a drawing eliminates most downstream confusion regarding which compound the molder should run. This also gives procurement a common vocabulary across molding processes when comparing quotes.
| Compound | Durometer (Shore A) | Service Temp | ASTM D2000 Type/Class | Typical Use |
|---|---|---|---|---|
| EPDM | 40–90 | −50 to +150 °C | BA, CA | Ozone/weather seals, HVAC |
| NBR (Nitrile) | 40–90 | −30 to +120 °C | BF, BG, BK | Fuel and oil seals, fuel line |
| Silicone (VMQ/LSR) | 20–80 | −60 to +230 °C | FC, GE | Medical, food contact, lighting |
| FKM (Viton) | 65–90 | −20 to +200 °C | HK | Aggressive chemicals, aerospace |
| Natural Rubber | 30–90 | −50 to +80 °C | AA | Anti-vibration mounts, dynamic seals |
| Neoprene (CR) | 40–90 | −40 to +120 °C | BC, BE | General-purpose, weather-resistant |
The other specification that gets overlooked is the shrinkage. Vulcanized rubber compounds shrink about 1.5-3.5% from cavity-hot to room temperature and that number varies based on the base polymer, filler loading, and vulcanization temperature. Silicone is toward the high end (2.5-3.5%), NBR is toward the low end (1.5-2%), and a print drawing with no shrinkage allowance in it invites a second tool revision.
Engelhardt combines all 6 base families internally. We used to need 8 different value trees, but now the compound-supply issue has been factored out of lead time. We can then compare a customer callout to a single machine on the same basis.
Please refer to our rubber material and durometer selection guide for more information on how durometer relates to part function, and our rubber elastomer compound selector to help you compare between compound families.
Rubber Injection Molding vs Compression and Transfer Molding
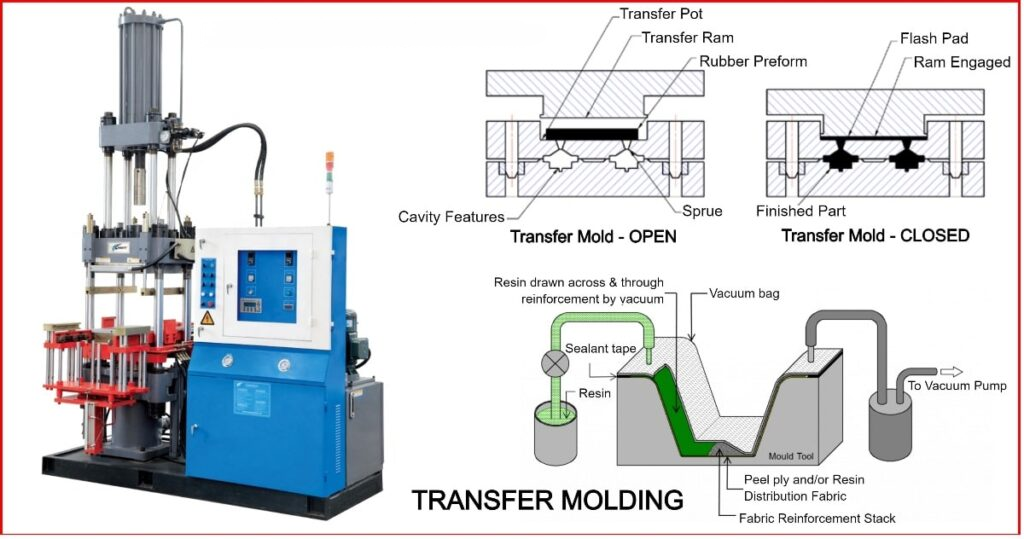
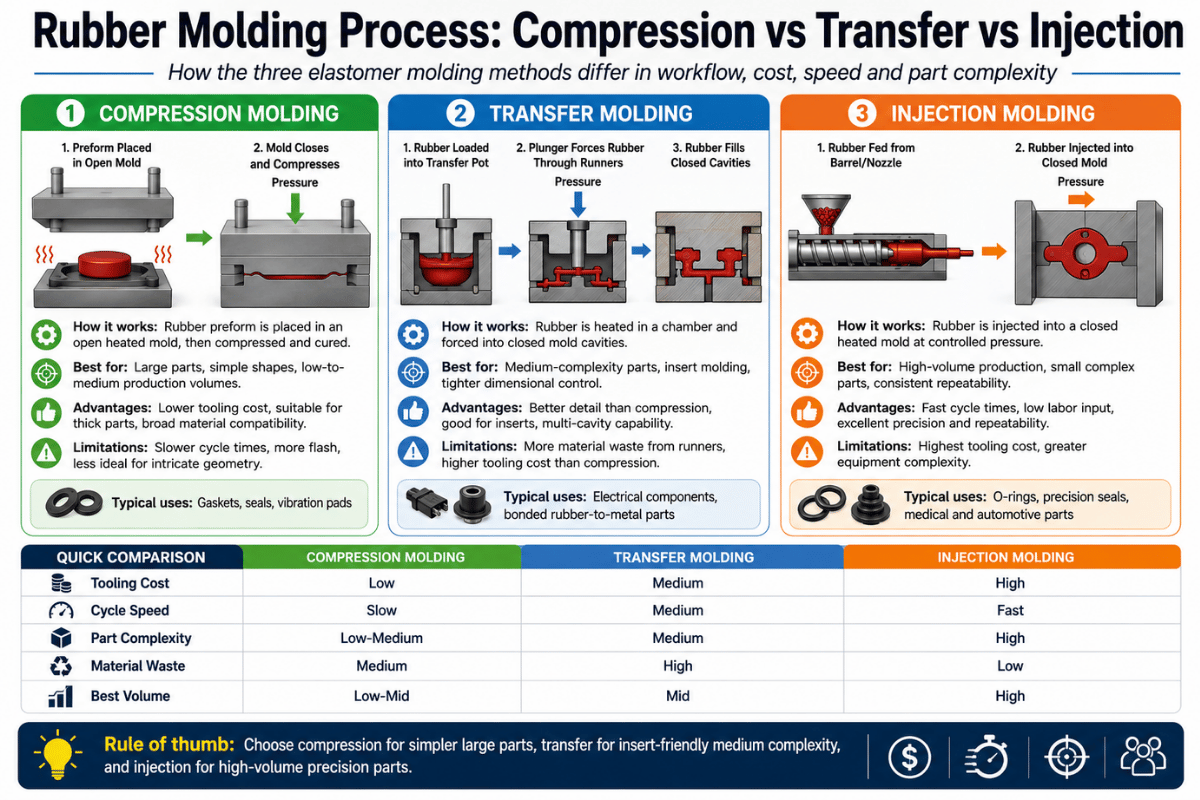
Rubber Injection Molding vs Compression Molding — Which Should You Choose?
Injection, compression and transfer are the three current standard rubber molding methods, and every serious procurement decision eventually lands on which process to specify. In short, injection wins: injection offers the best volume economics, the tightest achievable tolerance, and the shortest cycle time; compression has the most cost-effective mold under 10 cavities and the largest parts; transfer is in the middle. A more nuanced answer depends on ‘a matter of three measurable parameters of which you and your engineer should agree before you ask for quotes:
| Dimension | Injection | Transfer | Compression |
|---|---|---|---|
| Cycle time | 60–180 s | 180–360 s | 300–600 s |
| Tooling cost (4-cavity) | $12K–$40K | $8K–$25K | $3K–$15K |
| Scrap / waste | <2% | 5–10% | 10–20% |
| Practical tolerance | ±0.05 mm | ±0.1 mm | ±0.2 mm |
| Volume breakeven | ≥50,000 / yr | 5,000–50,000 | <5,000 |
| Automation | Full | Semi | Manual |
The Three-Signal Rule for Process Selection
In the case of quoting, we tend to use only three signals instead of a matrix. Each signal independently picks one of the three process, if two of the three signals pick the same process that is the correct process.
- Signal 1 – volume over 1yr. 50,000 units/yr injection. 5,000-50,000 transfer. <5,000 compression. Under 5,000 units/yr below 5,000 injection never amortizes tooling paid per unit against compression’s lower tool cost.
- Signal 2- Tolerances needed. Injection No more than 0.05 mm.0.1 mm. transfer.0.2 mm. tolerances acceptable compression works. Greater tolerances involve longer flash and injection closed-loop pressure allows for a much better cavity fill control.
- Signal 3 – Comp. viscosity. Injection with low-to-mid Mooney (ML 1+4 <60) deals with this. Injecting high Mooney (>60) or hard-filled compounds that deliver or compression, because the injection screw doesn’t manage high-viscosity strip.
Most of the cost-reduction projects that we initiate begin with a component that was specified as compression Molding approximately five years ago and is now hitting 80k a year. Three-Signal Rule catches that drift – if two of the three signals now point at injection, the tool pays back within 6 months.
Read about each alternative process in more detail with rubber compression molding and rubber transfer molding, and get the comparison matrix with more dimensions from our molding process comparison matrix in printable format.
Applications, Industries & Typical Parts
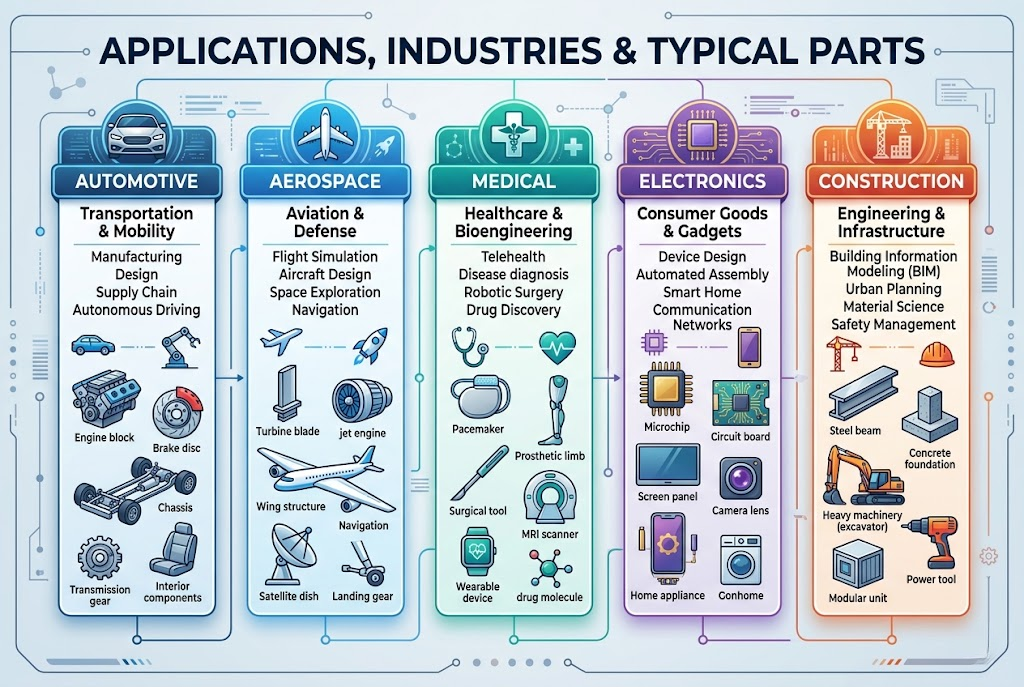
Rubber injection molded parts are found throughout most completed assemblies, but five main industries produce the bulk of the volume and precise tolerances: automotive, medical, electronics, plumbing/HVAC and industrial equipment. Within each, the molded products range from high-volume consumables to single-unit custom assemblies. Certification requirements vary by industry—and the best molder will also have a varied list of certifications that just meshes with yours long before you see your first drawing.
- Automotive (IATF 16949). Weather seals,grommets,anti-vibration engine mounts,fuel line connectors,damper bushings,coolant hoses. Tier-1 suppliers must require APQP documentation with PPAP-ready samples and a molder with at least 1-2 million parts/year for each program.
- Medical and Pharmaceutical (FDA, LFGB, ISO 10993).LSR valves, tubing, syringe stoppers, nipple assemblies, implantable seals. LSR remains king in this dicat we because it is biocompatible and moldable in cleanroom cells.Engelhardt’s LSR lines can boast of having FDA and LFGB approvals.
- Electronics ( UL 94). Keypad mats, cable grommets, underwater gaskets, connector seals. UL ratings govern compound choice; flame-retardant silicone and FKM grades are frequent.
- Plumbing and HVAC (NSF, KTW, WRAS, ASTM). Valve seats, O-rings, pipe couplings. For Potter water contact it is best if the compound is certified in the raw-material stage rather than as supplied by the molder.
- Industrial Equipment. Busing, bumpers, wiper blades, vibration isolators, conveyor rollers. While the volume can be quite large, the tolerance is moderate, heat and oil resistance are generally essential requirements.
A glimpse at a true program snapshot. Initially, an EPDM weather-seal program of 420,000 units per year, compression molded in Europe on a 420-sec mold cycle with 14% scrap, was moved to an 8-cavity injection program at Engelhardt’s Thailand plant. Moving from a 420 to 110 second cycle, along with a reduction to a 1.8% scrap rate and the free routing to North American customers has effectively put the competitor out of work without supply chain disturbance. Tooling payback came in under 4.5 months.
Engineering Note. Engelhardt can boast AS9100, IATF 16949, FDA, LFGB, NSF, UL, KTW, WRAS, and ASTM approvals at all of its China and Thailand facilities – it is the certification stack which allows the engagement of a single molder on automotive, medical, and potable-water programs without a grade change in synthetics. Please inquire any molder for the active audit date, not just logos on a flier.
In the case of overmolded metal-insert parts – brackets with bonded rubber, fluid connectors, vibration mounts – such as these, then you need to look to rubber-to-metal bonding, which is an alternative process distinct from traditional rubber injection and requires its own machine layout.
Design, Cost & Cycle Time Considerations
Mold Design Rules That Keep Flash and Under-Cure in Check
The cheapest way to guarantee tolerance on an injection rubber part is to get the tool right the first time. Drafts in the 0.5-2 range on all vertical faces, parting lines in away from critical sealing areas, gate sizes equal to compound flow (1-2 mm for low-Mooney stocks, 3-4 mm for high Mooney), vent depths of 0.025-0.05 mm to expel entrapped air without bleeding compound. For compounds with zinc based curing mechanisms the mold cavities themselves should be hard-chrome plated, or Nitrided.
Flash is rarely a single root cause defect.While this is a list of the more frequent culprits. Apple Rubber’s published troubleshooting guide frames flash as a systems five-factor problem: tool damage, over-injection pressure, deficient clamp force, compound contamination, and over-fast injection speed. When flash occurs on a running tool, the fix is usually a paired adjustment of clamp and injection speeds.
What Actually Drives Cost
- Tooling cost. $8K per single-cavity prototype steel tooling, $40K – $50K for a 32-cavity hot runner, auto deflashing production tools. Prototype aluminum tooling can reduce the prototype cost to $3K -$6K, however wear out after about 5,000 shots.
- Compound cost per kg. Natural rubber $1.80-$2.50/kg; EPDM $2.50-$3.50/kg; NBR $3.00-$4.50/kg; silicone $8-$15/kg; FKM $30-$80/kg. Compound is the major variable cost of high-cavitation parts.
- Cycle time cavitation. Per-part labor and machine cost is approximately cycle time divided by cavitation. A 90-second cycle in a 16-cavity tool makes one part every 5.6 seconds of machine time – which is where volume economics for injection come from.
- Amortization shots. A $24,000 injection tool amortizes at $0.80 per part over 30,000 shots, or $0.24 per part over 100,000 shots. Most rubber injection programs reach breakeven on-a-unit basis against compression molding at between 10,000 and 30,000 cumulative shots.
Cycle Time Optimization
Cycle time can be manipulated with three levers – runner length, vulcanization kinetics, and cooling strategy – and these cannot be optimized independently. Cutting the runner 30 mm short can lower injection time by 2-3 seconds. Raising mold temperature from 170 C to 190 C can lower vulcanization dwell time by 20-30% for most compounds (the benchmark from Dow’s LSR data is about 4-6 seconds of dwell per millimeter of wall thickness). But higher mold temperature shortens tool life and risks scorching the runner, so the true optimization is finding the temperature at which dwell decreases do not come at a cost of excessive tool maintenance.
The Engelhardt 6-Step Cost-Down Audit. Once a program is in production and costs must be reduced, we run this 6-step audit: (1) re-spec the actual cycle time against the dwell formula; (2) re-spec the clamp force against projected cavity area; (3) test gate size against compound Mooney; (4) re-spec vent geometry; (5) run a 3-shot tensile on fresh compound to rule out batch drift; (6) source the compound against current raw-material indexes. Most audits identify 8-15% of cycle-time savings without a tool change.
Frequently Asked Questions
What is the difference between rubber injection molding and plastic injection molding?
Click to expand
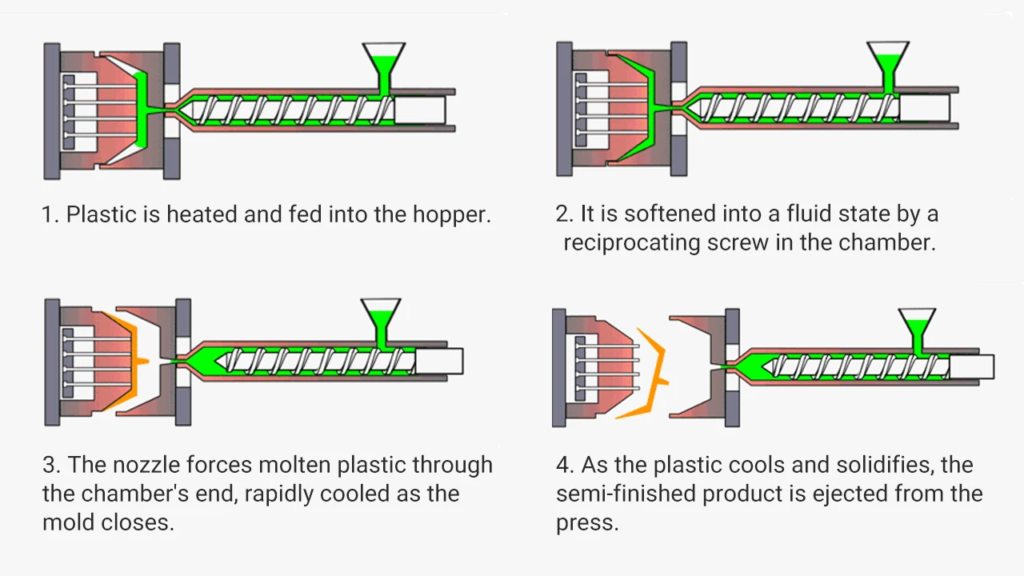
The fundamental difference is cure chemistry. Plastic injection melts thermoplastic pellets, injects them into a cold mold, and cools them to solidify. Rubber injection molding preheats uncured rubber compound, injects them into a hot mold, and uses the heat to trigger vulcanization – a permanent cross-linking reaction that cannot be reversed. As a consequence, rubber tooling runs significantly hotter (150-200 C vs 20-60 C), cycle time is typically dictated by vulcanization dwell rather than cooling, and rubber parts cannot be re-melted or recycled in the manner of thermoplastics.
How long does it take to make a rubber injection mold?
Click to expand
Typical lead time for a steel production mold is 4-8 weeks, depending on cavitation and whether a hot runner system is specified. Prototype aluminum tools are more expedient, shipped in 2-3 weeks.
What is the minimum order quantity (MOQ) for rubber injection molding?
Click to expand
Production MOQ averages 5,000-10,000 units for a dedicated injection mold, as the tool cost has to be amortized across at least that many parts to beat the per-part economics of compression molding. For prototype production or bridge applications, Engelhardt can run as few as 500 units on shared cavities, but at a premium price. Exact MOQ depends on a function of cavitation, compound, and whether the mold is new or existing.
Can rubber injection molding handle overmolding onto metal inserts?
Click to expand
Yes and rubber-to-metal bonding is one of the most common overmolding processes. Metal inserts would be first loaded with the bonding agent like Chemlok, deposited into the cavity previous to the shot and the rubber is cured onto the insert surface. After cure, the final bonded assembly is a single component.
How does cycle time compare to compression molding?
Click to expand
Injection is typically 2-4 faster per part than compression molding, largely because the compound is already hot when deposited into an existing hot cavity rather than cold poured into the mold.
Is rubber injection molding suitable for low-volume prototypes?
Click to expand
It depends on the part. Typically, below about 5,000 units per year, the price of the tool will not amortize versus compression molding. But if the part has very tight tolerances (0.05 mm) or a complex shape or needs to match a specific process during qualification, then a prototype aluminum injection mold can often be the right choice – expect up to $3,000-$6,000 in tooling cost and up to 2-3 week lead time.
Have a rubber part specification to review?
Upload your drawing and Engelhardt’s engineering team will feed you a fully costed quote within 48 hours inclusive of compound suggestions, cavitation plan, and cycle-time forecast in accordance with the Three-Signal Rule.
This guide was assembled and validated by the engineer team of Engelhardt referencing cycle-time formulas from Dow Chemical’s published LSR technical data, material classifications according to ASTM D2000, defect troubleshooting tips derived from Apple Rubber’s field guide, and extensive production experience (15 years) gleaned from Engelhardt’s processing facilities in China & Thailand. Exact cycle times, tooling pricing and compound recommendations are subject to volume, geometry and certification needs and can fall somewhere within the parameters indicated in this guide.
References & Sources
- ISO 37:2017 — Rubber, vulcanized or thermoplastic: Determination of tensile stress-strain properties — International Organization for Standardization
- ASTM D2000-18 — Standard Classification System for Rubber Products in Automotive Applications — ASTM International
- IATF 16949:2016 — Quality Management System for Automotive Production — International Automotive Task Force
- ISO 10993 — Biological Evaluation of Medical Devices — International Organization for Standardization
- 21 CFR 177.2600 — Rubber articles intended for repeated use — U.S. Food and Drug Administration
- Vulcanization Kinetics Research Index — U.S. National Library of Medicine (PubMed)
- SAE J200 — Classification System for Rubber Materials — SAE International
Related Articles
- Rubber compression molding: when it still wins on tooling cost
- Rubber transfer molding: the middle-ground process for medium volumes
- Rubber material and durometer selection guide
- Rubber elastomer compound selector for EPDM, NBR, FKM, and silicone
- Molding process comparison matrix: injection vs compression vs transfer
- Rubber-to-metal bonding for insert overmolding