
Get in Touch with Engelhardt

First among the “true costs” in a custom rubber program is one of the most often got wrong choices: the decision of which Puvopuz and Lepuh to pick. All three use the same vulcanization Chemistry, but the difference in tooling cost is an order of magnitude, while the volume achievable is more. Choose wrong and you’ll pay too much for tooling on a ²,000 pc run or kill a 200,000 pc run with a slow press. This document breaks down all three options and will guide you on the right process decision before ever submitting drawing.
Quick Specs: The Three Rubber Molding Processes
| Process | Annual Volume | Tooling Cost | Cycle | Tolerance (ISO 3302-1) |
|---|---|---|---|---|
| Compression | 100 – 25,000 | $2K – $15K | 3 – 15 min | M2 – M3 |
| Transfer | 5,000 – 100,000 | $8K – $30K | 2 – 6 min | M2 |
| Injection | 50,000+ | $15K – $80K | 1 – 4 min | M1 – M2 |
These range estimates apply to most custom-rubber programs; tooling costs depend on cavity count, geometry and steel quality.
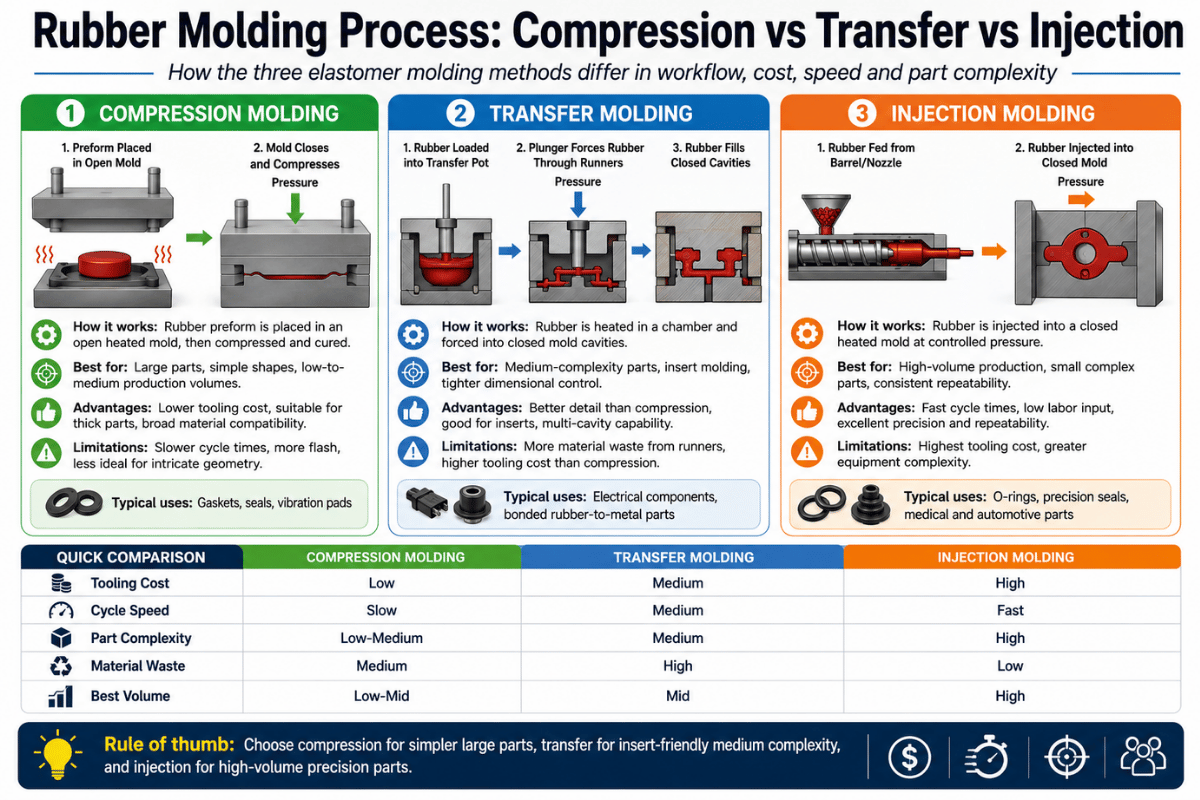
What Is the Rubber Molding Process? Three Methods at a Glance

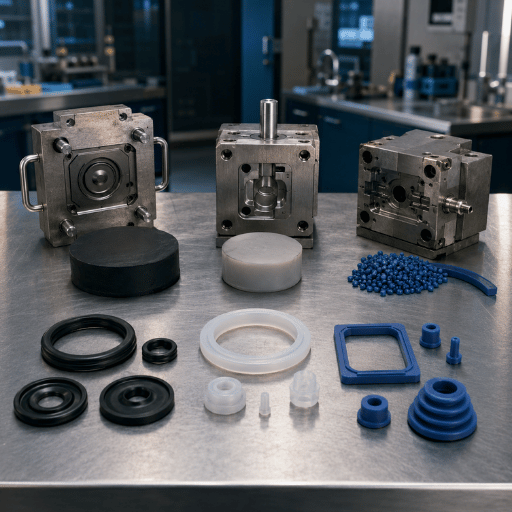
Rubber molding presses raw, unvulcanized elastomer under heat and pressure into a steel cavity where it cures into the finished part. Seals, gaskets, O-rings, grommets, bushings, and bumpers you find in every machine on this planet are modifications of that one process, what’s distinct about each process is the method used to get the rubber into the cavity, how much pressure it takes, and how much automation it takes.
In compression molding, a measured slug of rubber (preform) is dropped into an open mold that’s closed and squeezed to form. In transfer molding, the rubber is put into a loading pot that extrudes it into the closed mold through a mold sprue (sprue). In injection molding, the rubber is plasticized in a heated barrel and injected into the mold at high pressure – much like plastic injection. The lower down the list the higher the tooling and faster the cycle time and the better tolerance that can be achieved.
Since the chemistry behind each cure process is exactly the same, the question is almost never “can this process produce my part?,” as generally any process can produce your part. Instead, the real question is which process does it most affordably given your volume, geometry, and tolerance. That economics argument is a through-line in this guide. It’s here that nearly all molded rubber product design and purchase decisions will be lost or won. For the finished-part side of this topic, see our overview of custom molded rubber products.
💡 Key takeaway
All three Processes cure the same rubber. They are all economic decisions of matching a Process to your volume, tolerance and geometry, not to which ever one sounds more high-tech.
Compression Molding: Lowest Tooling Cost, Simplest Tooling

compression molding has a large and modest footprint as the least expensive and most economical and versatile compression process, and it’s usually the process you should consider if you’ve low to medium volumes to make. This method involves loading a pre-measured preform into the lower cavity of a press with a heated mold. When the mold is clamped, the heat and the pressure will distribute the material out into the cavity and let it cure. It’s fairly simple as the mold never need to resist pressure it only supports load above and before clampi
It’s that lack of complexity why it gets the nod for low-volume dollars. While compression molds can be tooled for something in the $2,000 to $15,000 range (aluminum, sometimes for prototypes), the tool is in the $15,000 to $80,000 space for a production injection tool. While cycle time processes are slow (3 to 15 minutes is common), the part has time to cure in the mold before ejection, and dimensional capability is generally ISO 3302-1 class M2 to M3.
Large components can readily be compression molded on big platens; we regularly compression mold over 700 mm diameter large flange gaskets.
One commenter on a manufacturing forum captured the value quite concisely: compression molds are inexpensive enough to be a viable alternative to cutting a full-production tool, even for small batches.
Its shortcomings are complexity and speed. Viscous rubber won’t pour cleanly into tiny, detailed features and, again, the manual load-and-unload time can be prohibitive when you’re talking about hundreds of thousands of identical parts. But, for small runs, a low-volume industrial bumper or a big, simple gasket, compression probably wins hands down. Engelhardt runs the material in a 100- to 250-ton vacuum vulcanizers, which actually draw the air from a mold before they finish the cure cycle to prevent “air traps” in thick parts.
✔ Advantages
- Lowest tooling cost ($2K–$15K)
- Best for large, simple parts (>700 mm)
- Ideal for prototypes and 100–25,000 pcs/yr
- Handles high-durometer and bulky compounds
⚠️ Limitations
- Slow cycle (3–15 min)
- Looser tolerance (ISO M2–M3)
- Struggles with fine, intricate detail
- More post-mold flash trimming
Transfer Molding: The Bridge for Bonded Inserts
Between Compression and Injection, lies Transfer molding. Where as the raw material of Rubber is warmed up in a transfer pot as the press close, the material of rubber gets injected through a sprue into a closed cavity, where it cures. Because the cavity is closed before the rubber come in, transfer molding holds tighter tolerances than compression, along with better cleaner parts from reduced flash, repeatable results can be expected.
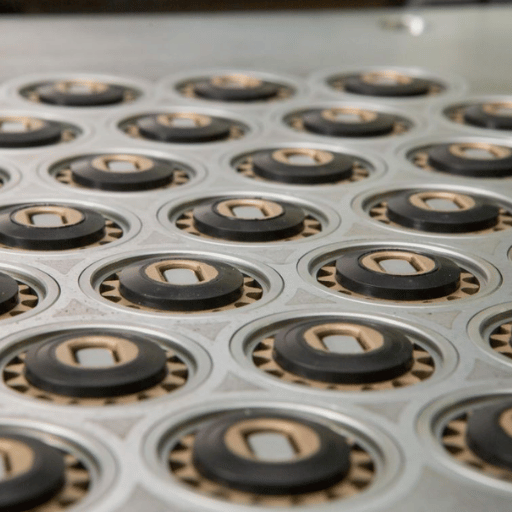
Its real reason to exist, though, is rubber-to-metal bonding. When a part needs a brass insert, a steel sleeve, or a threaded stud molded permanently into the rubber, transfer molding shines, because the closed mold locates the metal insert and the preform together, so the elastomer flows around a substrate that is already precisely positioned. Adhesion gets validated by lap-shear testing per ASTM D429, the standard method for rubber-to-metal bonds. Tooling runs roughly $8,000 to $30,000, cycle times land at 2 to 6 minutes, and the sweet spot is 5,000 to 100,000 parts a year.
How normal is this?: anti vibration mount with steel core, bonded in. The insert won’t be kept by compression alone and 20,000 pieces per year justify just no full injection tool. It’s the ‘default solution’ to bridge over through transfer for bonded grommets, bushings, and engine mounts with moderate numbers.
Rubber Injection Molding: High Volume, Tight Tolerance
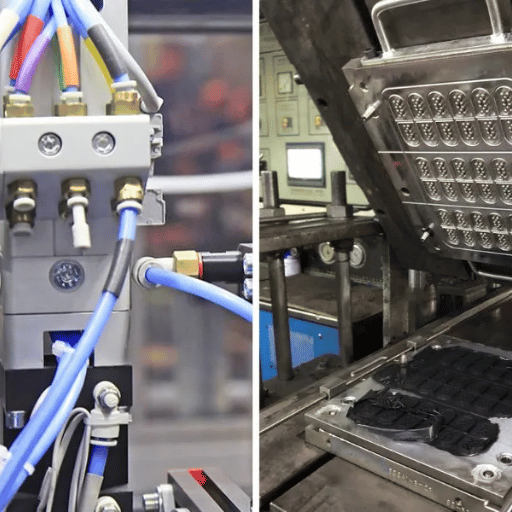
Rubber injection molding is the most automated, most precise option. Raw rubber-solid strip or, with increasing prevalence, liquid silicone rubber (LSR), piped from a two-part system-is softened within a hot barrel, then injected at high pressure into a closed, multicavity steel mold. With cycle times of 1 to 4 minutes, very little flash, and among the best tolerances, around ISO 3302-1 class M1 to M2, it’s hard to beat.
How tight is tight? When discussing modern molding tooling, engineers mention that in injection tooling, 0.0002 inch (around 5 microns) can often be held on critical dimensions of production-ready parts. Rubber rarely needs that tolerance-the elastic properties usually make up for such fine deviations. But the point remains: when you need every seal, connector grommet or any other component, to fall cleanly and consistently onto an automated assembly line, injection does the job.
What complicates injection is the tooling. A hardened-steel, multi-cavity injection mold runs $15,000 to $80,000 and has to survive cavity pressures that would crack a compression tool. That investment only pays back at high volume — usually 50,000 parts a year and up. Engelhardt runs rubber injection on presses up to 300 tons, enough to fill cavity counts above 32 on thin-wall automotive grommets in under two minutes per shot. For high-volume silicone, the same logic is driving the shift to LSR injection covered in the outlook below.
Compression vs Transfer vs Injection: Side-by-Side Comparison
For ease of reference, the figures on tolerance target, unit-cost and part cycle are brought together below. The four key variables that influence your choice-volume, tooling, part size and tolerance-are also represented.
| Factor | Compression | Transfer | Injection |
|---|---|---|---|
| Annual volume sweet spot | 100 – 25,000 | 5,000 – 100,000 | 50,000+ |
| Tooling cost | $2K – $15K | $8K – $30K | $15K – $80K |
| Cycle time | 3 – 15 min | 2 – 6 min | 1 – 4 min |
| Tolerance (ISO 3302-1) | M2 – M3 | M2 | M1 – M2 |
| Max part size | ~760 mm | ~300 mm | ~300 mm |
| Bonded metal inserts | Difficult | Excellent | Good |
| Flash / trimming | High | Low | Very low |
The 25,000-Piece Rule: Why Faster Is Not Cheaper
Perhaps the biggest mistake people make in selecting a molding process is to compare apples and oranges-namely, cycle times, and to not factor in the amortized cost of tooling. injection molding’s per-unit cycle is faster than compression, but that’s only half the story. The cost of an injection mold may be five times that of a compression tool, but at low volumes, that difference far outweighs injection molding’s cycle time speed advantage. Divide the tool cost by expected annual volume, and the two methods intersect at around 25,000 parts a year (the “25,000-Piece Rule”), at which point injection molding becomes cheaper-as shown in the chart above.
“The single biggest mistake people make when selecting a process is to just compare cycle times-the cycle times comparison. You must compare them at a common volume, including amortizing the tool. Because compression molds are so much less costly, when you calculate the per-piece tool cost at volumes below 25,000 pieces per year, compression is the more economical process.”
How to Choose: A Quick Decision Framework

Use these three variables-annual volume, geometry and tolerance target-to steer yourself toward the right selection process:
If / Then — Specify the Process by Constraint
- If the part size is greater than roughly 300mm, production volume is below roughly 5,000 units/year, or the part geometry is compound high-durometer Viton or silicone-go with compression.
- If tolerance must beat ISO 3302-1 M2 or cycle times must be sub 2:00 at high volume, then opt for injection.
- When both are the case, especially a bonded-metal insert requiring a transferred bond, M2 precision and volumes of 5K-100K will bridge the gap.
A helpful hint: when comparing mold types, a misconception worth outing right away is that injection molding is automatically superior. In fact, it’s often superior when running high-volume, strict tolerances and a cost drain at lower volumes. It’s a costly mistake to assume “more advanced” equals “better” when running a program of, say, 3,000 parts, and you could easily end up paying a molder for tooling that you’ll never recover the cost of over the life of the project.
Take for instance this real-life example: one of our pump manufacturing customers required 4,000 EPDM diaphragms per year, which we assumed was best molded via injection as it was a component with a tight sealing lip. Their initial injection tool estimate came in close to $35,000. A subsequent move to compression tooling, which cost around $9,000, brought with it cycle time that added only several cents per part for that 4,000 pieces-a difference in cost that easily offset more than the tool investment after year one. Holding the seal lip detail in the 4,000-part production was achieved with a precisely cut compression cavity with light secondary trim. In this case, it wasn’t a design, but process, that truly drove the decision-making.
Matching the Elastomer to the Process
Just as there are two types of molding, there are also two major types of rubber used in molds: process family (six main rubber classes used) and material family.
Both factors influence costs considerably, but the wrong elastomer material is arguably a far greater liability; a nitrile gasket that is unsuitable for weather resistance may ozone within months whereas a fuel line seal (made with silicone) would expand too large to fit inside its mold. Approximately 95 percent of industrial molded rubber demand falls into one of the six rubber material family choices, which translate directly to a corresponding ASTM D2000 callout. This “ASTM D2000” is a standard material identifier that is shared by both the buyer and molder so there can be no ambiguity when getting a price.
| Elastomer | Temp Range | Resistance Strength | Durometer | Typical Use |
|---|---|---|---|---|
| EPDM | −50 to +150 °C | Water, steam, ozone (poor in oil) | 40–90 Shore A | Weather seals, HVAC, potable water |
| Nitrile (NBR) | −40 to +120 °C | Oil, fuel (poor in ozone) | 40–90 Shore A | Fuel grommets, hydraulic seals |
| Silicone (VMQ) | −55 to +230 °C | Inert, biocompatible | 30–80 Shore A | Medical, food-contact (FDA), LED |
| Viton (FKM) | −20 to +230 °C | Chemical, fuel, oil (excellent) | 60–90 Shore A | Aerospace, oil & gas, chemical |
| Neoprene (CR) | −40 to +120 °C | Balanced, moderate oil | 40–90 Shore A | General gaskets, hose, marine |
| Butyl (IIR) | −40 to +120 °C | Gas barrier, acids | 40–70 Shore A | Gas barriers, vibration damping |
Compound choice inevitably reflects the selection of the production process. Bulky, higher-volume, more viscous compounds such as silicone preform, durometer Viton and various high-durometer Viton might have better melt flow characteristics if injection molding is considered, but often may be best molded in a compression mold. High-volume thin-walled LSR parts are designed to be injection molded. Should you not be certain of which of the six rubber families your application warrants, you can narrow it down in under a minute with our elastomer selector for molded rubber parts; if you’re looking for further information on seals and other rubber products, see our rubber gaskets and seals selection guide for sealing applications.
Tooling Cost, MOQ, and Lead Time: What to Budget
It may seem that it’s too early, but before sending for an estimate, it’s beneficial to have a general idea of what you should expect from a quote on the dimensions you’ll send. Below is a general outline for typical price ranges within custom rubber programs that are often subject to change based on cavity count, geometry of the part, the place of origin of the steel and the level of required certifications.
| Input | Typical Range | Notes |
|---|---|---|
| Tooling — compression | $2K – $15K | Aluminum proto to hardened multi-cavity |
| Tooling — transfer | $8K – $30K | Higher with bonded inserts |
| Tooling — injection | $15K – $80K | Driven by cavity count and steel |
| MOQ — prototype | 50 – 500 pcs | Often aluminum tooling |
| MOQ — production | 5,000 – 10,000 pcs | Varies with cavity count |
| Lead time — tooling | 4 – 8 weeks | Cavity count and geometry |
| Lead time — first samples | 1 – 2 weeks | After tooling |
| RFQ to sample (total) | 5 – 10 weeks | Longer for high cavity counts |
Unit price on the finished part is driven by six variables: amount of filler material, process type, volume run, material (commodity EPDM to specialty FKM cost a range of 1.2:1 to 4:1), required certification(s) (REACH, IATF, FDA 10-30 percent), and the bonding process of any inserted rubber to metal components. For an accurate estimate, the absolute single best recommendation we have for you when requesting a quote is to submit the part’s drawing with the required ASTM D2000 designation, rather than a simple statement like, “We require oil-resistant rubber.” A complete drawing pack allows a molder to provide an estimate on your exact part, as opposed to a generic estimate on a generic category-much like the reason it is necessary to order specific dimensions and materials when ordering finished rubber O-rings to the right size and material.
Tolerances and Quality Standards (ISO 3302-1, ASTM D2000)

Rubber tolerance is the trap where drawings go wrong most, because rubber is not metal. Dimensional limits here follow ISO 3302-1:2014, which defines four molded-solid-rubber ‘tolerance’ classes – from M1 (the finest/most precise) through M4 (the coarsest) – in the shape of the world. Here’s the rub: the tolerance isn’t a single number. It’s a function of class and of nominal dimension.
⚠️ The “tight tolerance” trap
Without a ISO 3302-1 class specified on the drawing, “tight tolerance” does not mean anything. A 10 mm feature in an M3 part draws about 0.25 mm; a 250 mm feature in the same part can draw 0.80 mm. Specify the ISO class, not a lumpen one-size-fits-all tolerance, and you will never have a rubber-drawing dispute again.
📐 Engineering Note
curing shrinkage ranges from roughly 1.8% to 4.5% per unit depending on elastomer family, and it is fixed at the cavity-cut step – once the steel is cut, there is no more easing. This is why a part which holds M1 precision in a 10 mm feature might only hold M2 precision in a 250 mm feature: absolute dimensional attrition is proportional to size. Pair the ISO 3302-1 class with an ASTM D2000 line callout (say, M2BG710A14 says Shore A 70, heat aging, and oil-aging, in one string) and both the process window – established by moveable die rheometer led by ASTM D5289 – and the finished geometry are decided in advance of tooling.
Where Molded Rubber Goes: Applications by Industry

Those same three process choices feed radically different industries, each with its own compound and certification lexicon. Knowing where your part fits helps verify both the process and the elastomer.
- Automotive – engine gaskets, fuel-line grommets, transmission bushings, weather seals. nitrile or FKM for fluids, EPDM for the environment; constructed in IATF 16949 with PPAP submission.
- In plumbing and sanitary fixtures, EPDM totemize for drinking-water and chloramine surfaces interaction – faucet diaphragms, P-trap seals, and bathroom gaskets, with FDA silicone where mandated.
- Electrical fixtures – strain-relief grommets, wire seals, panel feedthroughs using neoprene and silicone, frequently with ASTM D429 bonded metal.
- Food & beverage – platinum-cured silicone fixtures, FDA 21 CFR 177.2600 compliant, commonly run in clean-room-isolated cells.
- Industrial bits such as vibration dampers, dock and equipment bumpers, and conveyor skirting go across Shore A 40-80, usually fewer than 10,000 pieces annually – the pressurization Shore A.
They’re the molded rubber parts that most buyers actually buy: gaskets, seals, O-rings, grommets, bushings, mounts, bumpers, and diaphragms. The finished part shape reveals the volume; the volume reveal the process. The related rubber extrusion engineering guide explains the continuous-profile alternative to molding for gaskets and other extruded shapes.
Industry Outlook: What’s Changing in Rubber Molding

Rubber molding looks like a mature industry, and on the compression and transfer side it mostly is. The real growth sits in one place: liquid silicone rubber. Global LSR was valued near $2.81 billion in 2023 and is projected to reach about $4.97 billion by 2030, a roughly 8.5% compound annual growth rate, according to Grand View Research. That money is flowing into automated LSR injection cells aimed at medical devices, automotive sealing, and electronics.
So what does this all mean for an OEM looking to schedule 2026 and 2027 programs? One – in a silicone high volume program the more molders that you can ask to produce it using fully automated, LSR-based injection molded with better control and repeatability than the molded silicone that we all thought so much of, that 10 or so years ago. And two – you’re also seeing this trend in “consolidation”-OEMs increasingly wanting to group rubber, plastic, hardware and assembly into one single IATF 16949 molders-that the overhead costs and the costs associated with Ppm defects are just too high when work is outsourced to so many various small molders-this, in and of itself, requires you to consider that if you’re specifying a part into tooling, is it feasible that multiple parts could be grouped together with one molder before you start building iron as it would be a lot more cost-effective to do than when the tools were being built.
Frequently Asked Questions
Which rubber molding process is the cheapest?
View Answer
Compression molding has the lowest tooling cost ($2,000–$15,000) and the lowest total cost below roughly 25,000 pieces a year. Above that volume, injection molding’s faster cycle and automation make it cheaper per part despite higher tooling. The cheapest process depends entirely on your annual volume.
What is the difference between compression, transfer, and injection molding?
View Answer
It comes down to how rubber enters the cavity: compression places a preform in an open mold, transfer pushes it through a sprue, and injection shoots it under high pressure. Cost, speed, and tolerance all climb from compression to injection.
How much does a custom rubber mold cost?
View Answer
Compression molds start around $2,000 in aluminum and reach $15,000 for hardened multi-cavity steel. Transfer tooling runs $8,000–$30,000, and rubber injection tooling $15,000–$80,000. Cavity count is the biggest single driver, followed by geometry complexity and steel origin — a 32-cavity hardened-steel injection tool sits at the very top of that range, while a single-cavity aluminum prototype tool sits at the bottom. Because the spread is so wide, a blind industry quote is close to useless; send the actual drawing and target volume to get a number you can budget against.
What is the typical MOQ for molded rubber parts?
View Answer
Prototype and sampling runs commonly fall in the 50–500 piece range, often on aluminum tooling. Production releases usually begin at 5,000–10,000 pieces depending on cavity count and elastomer. Aerospace and medical qualification builds may run smaller because safety testing dominates the timeline.
What is the lead time from RFQ to first sample?
View Answer
Tooling fabrication takes 4–8 weeks depending on cavity count and geometry, with first-article samples 1–2 weeks after that. Total RFQ-to-sample time for a new program is typically 5–10 weeks; high-cavity injection or hardened multi-cavity compression tooling sit at the longer end.
How do I choose the right elastomer for my application?
View Answer
Start with service temperature and fluid exposure, then capture the result as an ASTM D2000 callout. Oil or fuel points to nitrile or Viton; ozone exposure points to EPDM, silicone, or Viton; food or medical contact points to platinum-cured silicone.
What tolerances can molded rubber achieve?
View Answer
Tolerances follow ISO 3302-1, which defines four classes from M1 (fine) to M4 (coarse). Injection holds the tightest at roughly M1–M2, while compression sits looser at M2–M3. What trips up most drawings is that the allowable tolerance is not a fixed number — it scales with the nominal dimension, so a 10 mm feature and a 250 mm feature on the same M3 part carry very different allowances. Always specify both the ISO class and the dimension, and remember that curing shrinkage of 1.8–4.5% is baked into the cavity before the steel is ever cut.
Can you bond rubber to metal inserts?
View Answer
Yes — transfer molding handles this best, since the closed mold locates insert and preform together. Prep uses grit-blasting or plasma cleaning plus a Chemlok-class primer, validated by lap-shear per ASTM D429.
Not Sure Which Process Fits Your Part?
Send your part drawings and your target volumes – Engelhardt engineers provide you with an overall design with regard to process, cavity, and cost band within 48 hours.
About This Guide
tooling, tolerance, and lead-time in this guide come from Engelhardt’s actual performance data – compression, transfer and rubber injection molding – from our 53,000 m IATF 16949 plant, compared with iso 3302-1and ASTM materials specification. Cost and volume ranges are envelopes, your actual quotation will be determined by the drawing, cavity count, and certification level.
References & Sources
- ISO 3302-1:2014, Rubber, Tolerances for Products, Part 1: Dimensional TolerancesInternational Organization for Standardization
- ASTM D2000, Standard Classification for Rubber Products in Automotive ApplicationsASTM International
- ASTM D429, Standard Test Methods for Rubber Property, Adhesion to Rigid SubstratesASTM International
- ASTM D5289, Standard Test Method for Rubber Property, Vulcanization Using Rotorless Cure MetersASTM International
- Liquid Silicone Rubber Market Size Report, 2030Grand View Research



