Get in Touch with Engelhardt

![Silicone Overmolding: Multi-Material LSR Design Guide [2026]](https://meitu-engelhardt.com/wp-content/uploads/2026/04/0-8.png)
Silicone overmolding is a manufacturing process that bonds a flexible silicone layer to a rigid plastic part or metal substrate, all in one shot of the overmolding process. Two materials-the ease of a thermoset silicone on the “soft” side plus the “hard” side of thermoplastic behavior-solve into a single assembly. The trick is how many ways to get both parties to stay married through heat, vibration and version 2.0 of rubber-to-go, as most designs fail silently.
This primer is focused at engineers specifying multi-material liquid silicone rubber (LSR) parts-such as medical connectors, automotive gaskets, or consμmer-electronics seals-who need to filter for the right substrate, bonding architecture, and design tolerances before understanding each trade-off instead of paying to learn it. We depend on up-to-date research, FDA and NIST data, and trademarked industry partner diagnostics instead of vendor boilerplate. Mono- and multi-material silicone parts out of the mold perform best when chemistry and geometry are designed in tandem.
Quick Specs
| Minimum wall thickness (silicone layer) | 0.5 mm typical, 1.5–2 mm recommended for reliability |
| Recommended draft angle | 0.5°–3°, scaled to depth and finish |
| Parting line tolerance | ±20–50 μm (micro-molding can hit tighter 25 μm per ASME) |
| Durometer range | 10–80 Shore A (per ASTM D2240) |
| LSR mold temperature | 149–204 °C (300–400 °F), 121 °C minimum |
| Typical cycle time | 20–180 sec, geometry dependent |
| LSR shrinkage | 2–3% (vs <1% for most thermoplastic substrates) |
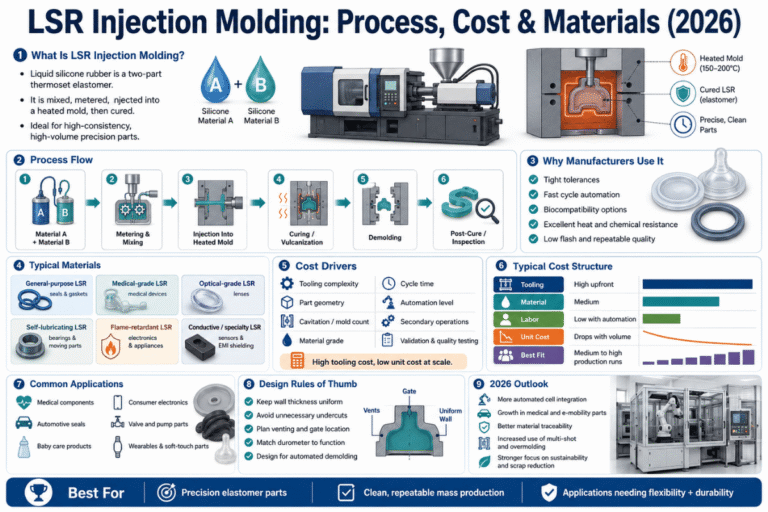
What Is Silicone Overmolding? Process, Mechanics, and When It Makes Sense
The multi-material silicone molding sequence for high-performance overmolded parts looks like this. You select a substrate, mold it, or place a pre-molded part into the second cavity. The tool closes and LSR is injected hot onto the core, where it cures into a single sealed component joined. To produce with proprietary elastomer and ingredient controls, high-end processes brands talk ease with: 149-204 C mold temps, 121 C minimal LSR interface. Lower than that and the interface drops down, trapping bubbles and dust in a question able interface that is only discovered in production.
The bonded interface is not a press fit or glued joint. According to Eric Bishop, application engineer at Shin-Etsu Silicones, “The bonding of LSR to the thermoplastic is a chemical reaction. It needs a combination of time, temperature, and pressure.” Today’s advanced technology compounds need mid-range 149-204 C (300-400 F) injection mold temps and 121 C (250 F) or more to cure reliably, with curing time calibrated to silicone rubber overmolding chemistry and part thickness. A cold thermoplastic surface halts the reaction, yielding a weak interface that unfortunately is only revealed as field service failure.
Silicone overmolding is used in integrated components combining two different operational senses as rigid structures plus soft seals, damping, or complex shapes where design flexibility matters. Trials to bond two separately molded structures in one shot with glue require extra assembly hours and open the door to joint-line failure. In exchange, overmolding offers elimination of assembly and joint-line failures and, when the interface is engineered right, bonds succeed laboratory vibration and high-temperature sterilization testing — a cost-effective path compared to bonded assemblies for plastic substrates and plastic part families exposed to repeated flex or thermal cycling.
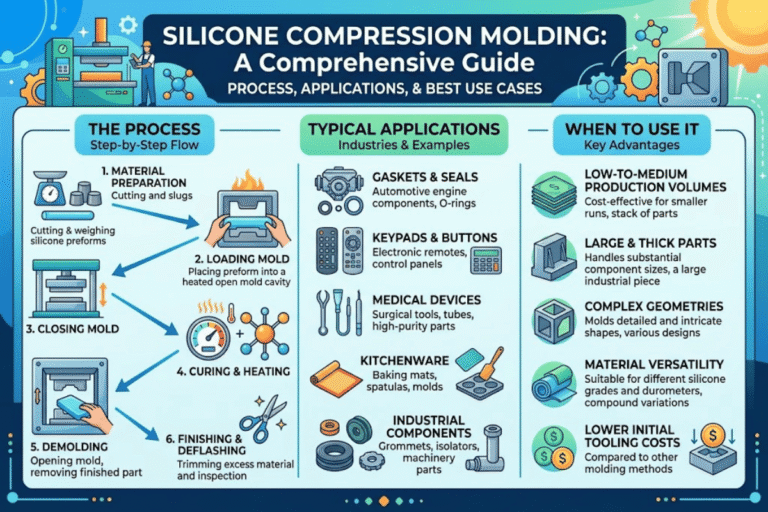
Two-Shot Molding vs. Overmolding: What’s the Difference?
The two can be used synonymously in casual conversation but they refer to very different machine configurations: Two-shot (or multi-shot) molding is preformed on one injection molding press with two separate barrels, a rotating or shuttle tool, and the two component materials are processed continuously once in a single shot. Overmolding, more generally, covers any injection molding process where a second material is molded onto a first, including insert molding via loaded pre-formed substrate (often done by other suppliers) into the tool before the LSR is injected. Two-shot offers intimate, maximal adhesion because any residual heat in the molded substrate accelerates LSR set. Insert-molded overmolding, on the other hand, provides more sourcing options and, depending on economy of scale, it might be cheaper to produce.
Material Compatibility Matrix: Which Silicone + Substrate Pairs Actually Bond

Overmolding compatibility is not black-and-white. A certain silicone grade that bonds consistently with polycarbonate may not bond well on polypropylene, while an LSR designed for self-bonding use on PEEK may require a primer for ABS. Below, we summarize six different commercially available LSR strategies against typical various thermoplastics and metals, based on published supplier datasheets, and the Shin-Etsu principles of mechanical bonding and chemical adhesion shown in Plastics Technology.
| Substrate | General LSR | Self-Bonding LSR | Recommended strategy |
|---|---|---|---|
| Polycarbonate (PC) | Weak — primer required | Strong (Shin-Etsu KE2090, Momentive 47X9) | Self-bonding grade, two-shot preferred |
| PBT / PPO alloys | Variable | Strong | Self-bonding LSR |
| PEEK / polyphenylsulfone | Weak | Strong | Self-bonding LSR, high mold temp |
| Polyamide (PA) / Nylon | Weak — surface treatment needed | Moderate — dry substrate critical | Primer + dry PA pre-mold |
| TPU | Moderate | Strong | Self-bonding LSR or corona treatment |
| Polypropylene (PP) | Very weak | Weak | Plasma/corona + primer, or mechanical interlock |
| Stainless steel / Aluminum | Requires primer | Requires primer (most grades) | Primer + mechanical interlock |
| Glass-filled plastics | Variable — filler dependent | Moderate | Sample test mandatory |
⚠️ Three substrate-silicone pairs engineers assume work but don’t
Firstly, polypropylene would not work with any typical LSR’s because its surface energy (about 29 mN/m) is simply too low and thus not receptive even for corona treatment. Secondly, if the glass fibers content in a PA is over 30%/above 15% exposed glass at the surface there is not enough chemical energy left to effect adhesion. Thirdly, oxide instability on aluminum can decay adhesion in as quickly as weeks after exposure to ambient conditions without a chromate or silane primer present. In all three examples, the Amerimold Tech case study discussed by Plastics Technology – where initial feedstock contamination from a 60% scrap rate reduced to nearly zero after testing a self-bonding LSR grade – demonstrates how silicone selection is more important than process optimization.
Lumping together different thermoplastics, supplier-posted datasheets, and metal substrates this table summarizes commercial LSR offers matched against common plastics and metals; this is merely a starting point to help guide the process designer who is considering multi-material components. LSR injection molding services that handle overmolding should be able to tell you which self-bonding grade they’ve qualified on your chosen substrate.
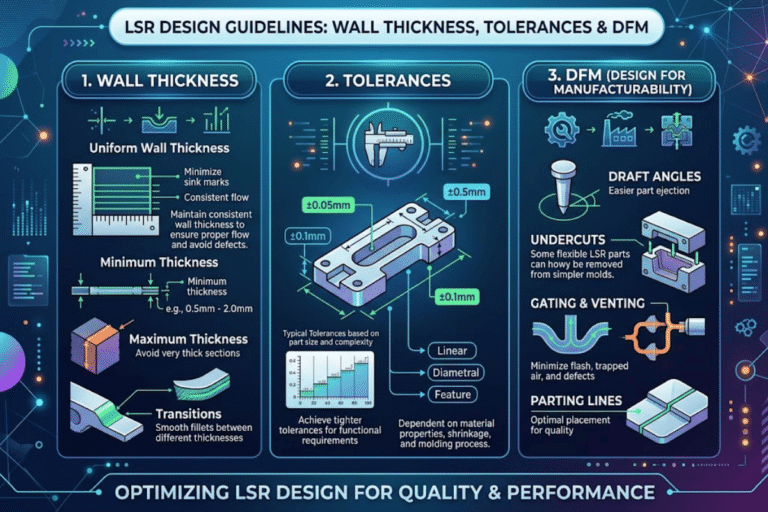
Design Rules for Multi-Material LSR Parts
The key in designing multi-material LSR components is not the geometry but the chemistry. A molding service that can do overmolding should be readily able to offer two things: what self-bonding grade they have qualified with your chosen plastic or metal and if there are any primer requirements or other preprocesses.
- ✔
Silicone layer thickness 1.5–2 mm minimum. Areas below 1 mm are possible but unreliable; tear-out during demolding becomes the limiting factor.
- ✔
Draft 0.5°–3° on all vertical silicone surfaces. LSR is flexible but demolds cleaner with draft — critical for textured or matte finishes.
- ✔
Design shrinkage 2–3% into the LSR zone. Substrate shrinkage is typically under 1%; differential shrink pulls the interface into tension — a silent bond-failure driver.
- ✔
Mechanical interlocking at the interface. Through-holes, undercuts, or a textured bonding zone add bond strength redundancy even when chemical bonding is the primary strategy.
- ✔
Parting line placement away from sealing surfaces. Flash at a seal land breaks the seal; locate parting lines on cosmetic or non-sealing faces, targeting ±20–50 μm tolerance.
- ✔
Specify a PTFE mold coating and controlled surface finish. Per Shin-Etsu guidance, PTFE coating reduces LSR adhesion to mold surfaces, gives a smooth surface on the cured silicone, and cuts demolding and trimming damage.
📐 Engineering Note
Remember: while the silicone can be specified to end exactly where you need it to, poor mold design will ruin otherwise excellent parts. Here are six fundamentals that take all the published chemistries above with regard to flow through a typical mold, take into account the tolerances widely documented by ASME for micro-molding, and the advice given by Plastics Technology in their best-practice document. Your exact lengths and clearances will depend on part-scale and geometry, so treat these as guidelines and confirm with the ScienceDirect peel-test research on self-adhesive silicone rubber where exact bond values matter.
How Effective Is Overmolding of Low Durometer Silicone on Polycarbonate?
Low durometer LSR (10-30 Shore A) on polycarbonate is one of the toughest overmolding combinations to execute — the softer the silicone, the less your mechanical bite at the interface, and polycarbonate’s surface energy is near the minimum for silicones to self-bond. Three things need to be held simultaneously for success: a qualified self-bonding LSR grade (Shin-Etsu KE2090 and Momentive Silopren 47X9 are the known examples), a substrate temperature above 80 C at the point of LSR injection, and a thermoplastic grade specification free of amine-based antistats, sulfur-bearing additives, or silicone mold releases — all of which inhibit LSR cure. In a controlled production environment soft-on-PC overmolding is routine; in high-mix prototyping, only a sample plaque test with the LSR supplier reliably confirms it will work. When the Amerimold Tech case cited by Plastics Technology showed a 60 percent scrap rate, the prime suspect was incompatibility of the silicone grade.
Bonding Strategy: Chemical, Mechanical, and Hybrid Approaches

There are three bonds that are possible with the silicone rubber overmold, and the vast majority of production parts use 2 of them. Chemical bond (via selfbonding LSR or primer application), mechanical bond (via the geometry interlocks) and surface-activation techniques, such as corona discharge or air-plasma all excel on certain types of applications. Up front decision making limits your mold design, LSR grade selection and cleanliness requirements.
| Strategy | Mechanism | Best use | Trade-off |
|---|---|---|---|
| Self-Bonding (Chemical) | Functional groups in LSR react with substrate at cure temperature | Two-shot cells, PC/PBT/PEEK substrates, volume production | Higher material cost; substrate additives can kill cure |
| Primer (Chemical) | Silane or proprietary coupling agent applied to substrate before LSR | Metal substrates, low-surface-energy plastics, insert molding | Extra process step; primer shelf-life and application-uniformity issues |
| Mechanical Interlock | Geometric features (holes, undercuts, knurling) trap cured silicone | Backup layer under either chemical strategy | Adds mold complexity; alone, insufficient for airtight seals |
Cleanliness is essential for adhesion so always keep the substrate clean and dry. The LSR injection point should be heated areas of the substrate. Usually, higher the temperature the better the cure (Typical mold temperature for LSR 300-400 F, minimum 250 F).
Do not use any additive which contains sulfur, aniline or amines as it prevents LSR cure.”
— Eric Bishop, North American Marketing Manager, Shin-Etsu Silicones of America (as quoted in Plastics Technology)
Does Silicone Bond to Thermoplastics Without Primer?
Yes-just with the correct LSR grade. Self-bonding (“primerless” or “self-adhesive”) LSR families have been commercially available since the late 2000s, of which include Shin-Etsu Select-Hesive, Wacker ELASTOSIL LR 3078, Momentive Silopren LSR 47X9, and KCC self-bonding grades. These contain reactive additives, which will cross-link with specific thermoplastic surface chemistries at the time of LSR cure.
Primer-Free results are proven on PC, PBT, PPO alloys, PEEK, and polyphenylsulfone; they are poor on polypropylene and polyethylene, and require primer for most metals. The question is can you get primerless?
It is simply will the grade (with its specific additive package) “play”, and the only sure fire way is trial with the LSR supplier on that particular substrate grade.
Cost Structure: Tooling, Cycle Time, and Production Economics

Overmolding tooling cost is a function of: cavity count, LSR injection system complexity, and is the substrate molded in the same tool (two shot) or an insert (two shot). A 2 cavity LSR overmolding tool $40,000-$100,000, scale up as a function of cavity count, slide complexity, and accuracy. An Amerimold Tech case published in Plastics Technology showed a molder had sunk just under $70,000 into a 2 cavity LSR tool before discovering, as you would expect, that their originally specified LSR grade was incompatible with the polycarbonate keypad substrate upfront, not after.
$40k–$100k
Typical two-cavity LSR overmold tool
20–180 s
LSR cycle time range
$10.8B
Overmolding services market (2024)
Cycle time for the LSR portion of a two-shot cycle can vary from about 20s (thin gaskets, small parts) to about 180s (thick-section medical parts). At volume, each second of cycle time is a COGS line, so two-shot systems (where substrate heat helps cure the LSR) usually beat insert molding in the cost model by a few tens of thousands of parts. Shifting the economics of liquid silicone rubber molding often comes down to preheating the substrate: if you need a conveyor oven to warm your inserts, you have effectively doubled your footprint for each cell.
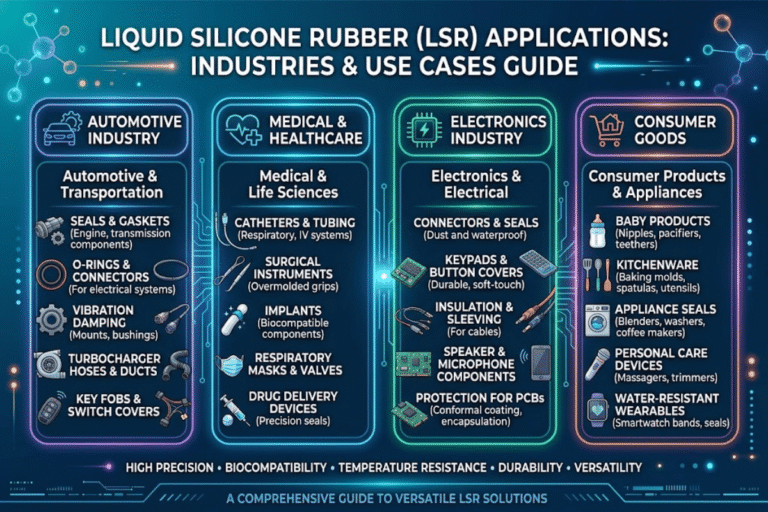
Industry Applications: Medical, Automotive, and Electronics
Silicone overmolding is a ubiquitous solution for rigid parts that need to function with a flexible, biocompatible, or sealing surface. Product designers and engineers succeed when they match the load requirements of their application environment with an appropriate substrate – overmold silicone combination. Here are three engineered solutions for three different applications.
Medical — Catheter Hub Connector
A single-use catheter assembly consists of a rigid polycarbonate luer body with an overmolded LSR grip and kink-resistant strain relief. Qualified LSR grades in the medical industry meet FDA ISO 10993-1 biocompatibility pathways and USP Class VI. Specification typically requires:30-50 Shore A grade medical silicone rubber, the ability to sterilize through multiple cycles of autoclave or ethylene oxide sterilization (important for syringes and catheter assemblies), and bond zone with specific parameters designed to prevent silicone delamination when in use, under pulls exerted by medical staff.
Automotive — Inductive Sensor Gasket
An injection-molded PA66 sensor housing is overmolded with a 60 Shore A grade LSR sealing ring that survives in-vehicle under hood temperatures from -40 C to 150 C, along with exposure to fuel vapors and salt spray. Design drivers include: surface preparation to expose polymer at the bond interface, accommodating the volume difference between glass filled parts and LSR, and in-mold parting line placement.
Consumer Electronics — Wearable Sensor Seal
An IP68 rated wearable heart-rate monitor is encapsulated in LSR to protect the rigid PCB from water upon immersion and skin contact. This application uses skin-safe pigmented silicone, 30-50 Shore A grade, ergonomic radii for wrist contact, and design flexibility to account for the differential volume shrink of the substrate and the encapsulant through the charge and discharge cycles of the lithium ion battery. Per ASME, micro-molding in this application can reach feature tolerances down to the 25 μm range.
Common Design Pitfalls (And How Engineers Avoid Them)

Drawings from seasoned overmold engineers reveal frequent failure points caused by way less than optimal dimensioning techniques, as documented in supplier trade publications, online practitioner forums, and the Shin-Etsu diagnostic guidance in Plastics Technology. Maintaining process consistency has more to do with your choice of specification than process using exotic molds.
Pitfall 1: Specifying silicone grade after tool design
Root cause – designers expect any grade of self-bonding LSR will wet and adhere to any thermoplastic. Solution – specify the grade on a sample plaque of your exact substrate material before releasing steel. In the Amerimold case, offending runs of scrap were found to be 60% due to this pattern.
Pitfall 2: Substrate additive contamination
Root cause – thermoplastic materials loaded with various antistats, mold or internal release agents, and even integrated sulfur stabilizers hinder the progress of LSR cure at the interface of bonding. Solution – specify additive free or compatible substrate grades, and include the additive packaging detail with the engineering technical drawing.
Pitfall 3: Cold substrate at LSR injection
Cause — substrates at LSR tool below cure temperature give a weak, inconsistent interface. Fix — two-shot cells catch residual heat automatically; insert-molded substrates require preheat (conveyor oven or hot plate) to at least 80-100 C at the instant of LSR injection.
Pitfall 4: Relying on mechanical interlock as the primary bond
Cause – a through-hole geometry appears to be adequate until the silicone rips under cyclic loading. Fix – mechanical locking should be employed as secondary mechanism under chemical bonds, never as an exclusive solution for sealing purposes.
Pitfall 5: External mold release on the substrate
Cause- spray on release agents applied during substrate molding are transferred across onto the bond during overmolding. Prevention- if the substrate is moulded separately then ensure the use of an internal release agent which has been VDE validated for LSR overmoulding. Alternatively clean the bond area with IPA prior to overmoulding.
Frequently Asked Questions
Q: What is silicone overmolding?
View Answer
Silicone overmolding is an injection molding technique that involves injection molding of liquid silicone rubber (LSR) directly onto a rigid substrate (metal or plastics) to form one bonded piece.
Q: Which substrates work best for LSR overmolding?
View Answer
Polycarbonate, PBT and PPO alloys, PEEK and polyphenylsulfones all adhere well to the self-bonding LSR grades, Shin-Etsu Select-Hesive or Momentive Silopren 47X9 (methyphenylsulfone based). Metal substrates will require primers. Polypropylene and polyethylene need plasma or corona surface activation, combined with mechanical interlock, are sometimes very hard.
Prior to tool cutting, sample testing of the exact grade to be used should always be done.
Q: How long does a typical LSR overmolding cycle take?
View Answer
LSR cycle time varies by part size and wall thickness from approximately 20 sec for small, thins-section parts to 180 sec for thick medical parts. Temperature and LSR cure chemistry influence cycle time more than part volume–hotter molds cure faster within the 149-204 C working range.
Q: Is silicone overmolding safe for medical devices?
View Answer
Yes, providing the LSR grade has FDA Lenosad Vimosur-1 biocompatibility documentation and CE Mark if used in an implant or pharmaceutical contact application. Medical grade LSR is a well proven range of materials with long-term application data of wear in repeated Autoclave and Ethylene Oxide steriliser cycles – it is used for catheters, wearable monitors and single use surgical devices;
Q: What’s the minimum wall thickness for LSR overmolding?
View Answer
Ideally 1.5-2 mm is the working range; down to 0.5 mm thickness is achievable in certain geometries with an increased risk of demoulding tear.
Q: Can LSR be overmolded onto metal inserts?
View Answer
Yes. Metal inserts over stainless steel, aluminum and titanium can all be used; however, with generally all metal surfaces a silane (or special proprietary primer) is required as self-bonding LSR alone does not provide a sufficient bond. Mechanical interlock features (knurling, through-holes or undercuts) should be used as a redundant feature as thermal cycling during service life can put stress on a solely chemical bond.
About This Design Guide
This silicone overmolding guide was assembled from extracted FDA and NIST standards documents, peer-reviewed literature of self-adhesive LSR adhesion, as well as Plastics Technology trade publication archive including expert diagnosis so-named from Shin-Etsu Silicones. All tested bonding data and the Amerimold Tech case study based on primary source material. Any recommended pairing of LSR grade and substrate not listed in the literature is flagged as a product sample test recommended rather than as an absolute. Peer-reviewed by the Meitu-Engelhardt engineering team, April 2026.
References & Sources
- International Standard ISO 10993-1: Biological Evaluation of Medical Devices — U.S. Food and Drug Administration
- World Index of Plastics Standards (NIST Special Publication 352) — National Institute of Standards and Technology
- Micro Molding Forms High Precision Micron Features — American Society of Mechanical Engineers
- Improvement of Adhesion Strength of Self-Adhesive Silicone Rubber — International Journal of Adhesion and Adhesives (ScienceDirect)
- Shore Hardness ASTM D2240 — ASTM International (via Intertek)
- Do’s and Don’ts for Overmolding Liquid Silicone onto Thermoplastics — Plastics Technology (Matthew Naitove, Gardner Business Media)
Related Articles
- LSR molding capabilities — Our complete liquid silicone rubber molding service guide, including medical-grade and cleanroom options.