Get in Touch with Engelhardt

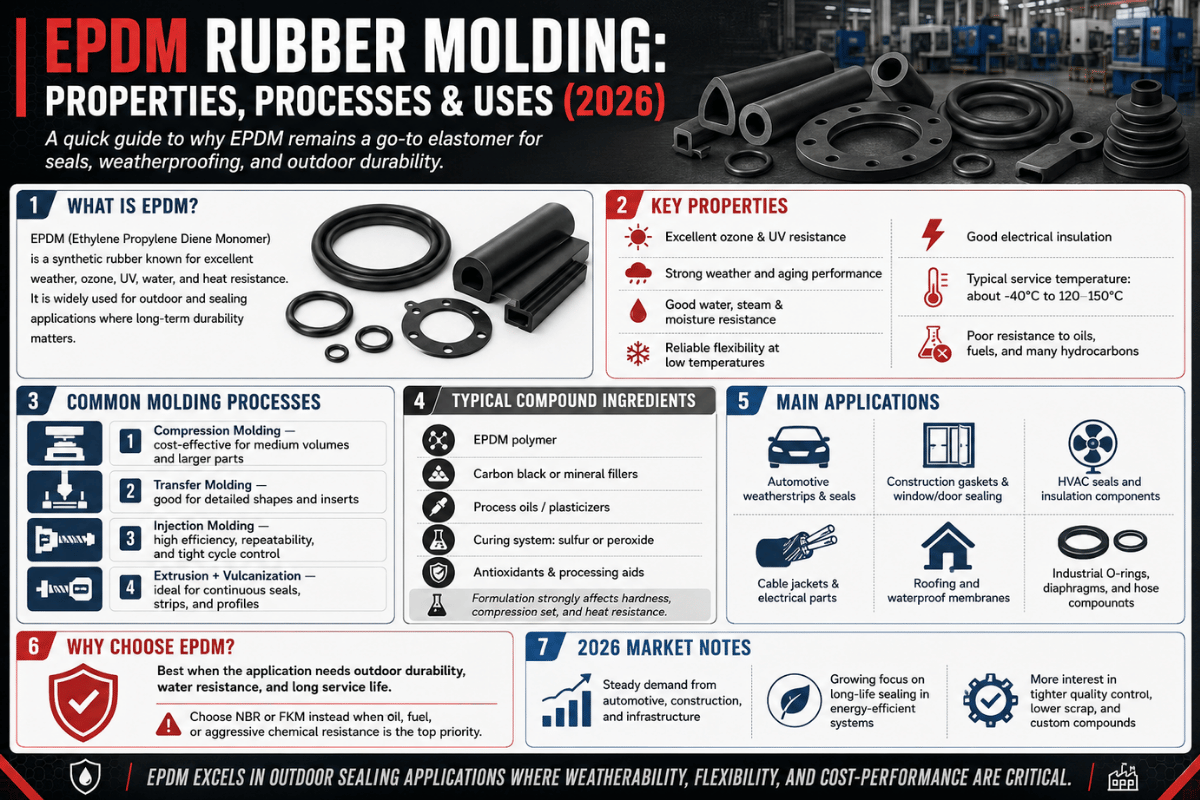
EPDM rubber molding is the process of shaping ethylene propylene diene monomer (EPDM) — a weather-resistant synthetic rubber, into finished parts by injection, compression, or transfer molding and then vulcanizing them under heat and pressure. Engineers reach for it when a seal or gasket has to survive ozone, UV, water, and steam for decades, yet the same material can fail in months if it ever touches petroleum oil. This guide explains the chemistry, the molding processes, how EPDM compares with other elastomers, and how to write a spec that actually gets quoted correctly.
In short: EPDM rubber molding shapes ethylene propylene diene monomer into custom parts, mainly seals, gaskets, and grommets, using injection, compression, or transfer molding. EPDM resists ozone, UV, weather, hot water, and polar fluids, but swells badly in petroleum oils and fuel, so it’s chosen by operating environment rather than by default.
Key Points
- A single petroleum, fuel, or aromatic-oil contact point disqualifies EPDM no matter how well it scores elsewhere, we call this the Oil-Line Veto.
- EPDM’s weather resistance comes from a saturated polymer backbone that gives ozone nothing to attack, the reason single-ply EPDM roofing membranes are documented at 38+ years of field service.
- The cure system (sulfur vs peroxide) can swing heat life and compression set by roughly an order of magnitude, it’s a real spec decision, not a factory detail.
- Process choice (injection, compression, transfer) follows annual volume and geometry; injection’s economics typically cross over near 5,000 units.
Quick Specs: Molded EPDM Rubber
| Material | EPDM (ethylene propylene diene monomer), a synthetic rubber / elastomer |
| Service temperature | ~−40 °C to +120 °C (standard sulfur cure); up to ~−50 °C to +150 °C continuous with peroxide cure / specialist grades |
| Hardness | 30–90 Shore A (60–70 most common) |
| Cure systems | Sulfur-cured or peroxide-cured |
| Molding processes | Injection, compression, transfer molding |
| Tolerance grades | RMA A1 (high precision) to A4 (basic / commercial) |
| Classification | ASTM D2000 line call-out (EPDM lines typically BA, CA, DA) |
| Resists | Ozone, UV, weather, water, steam, polar fluids (glycol, brake fluid) |
| Avoid | Petroleum oils, fuel, aromatic and chlorinated hydrocarbons (severe swell) |
What Is EPDM Rubber?

EPDM is a synthetic rubber produced by polymerizing ethylene and propylene with a small amount of a diene monomer that supplies the cross-linking sites needed for vulcanization. What sets it apart from natural rubber is its saturated main chain: the ethylene-propylene backbone carries no carbon, carbon double bonds, so ozone and UV have nothing to attack there. Per the technical description of EPDM rubber, that’s why it outperforms diene rubbers outdoors.
The Saturated-Backbone Rule
Here’s a rule of thumb you can apply on sight: weather resistance lives in the backbone, oil resistance lives in the side groups. Ozone cracks ordinary rubber by snapping the unsaturated double bonds in its polymer chain under tension. EPDM’s saturated backbone gives ozone no double bonds to break, so it ages slowly in sunlight and weather. The proof is on millions of rooftops, a 2025 field survey found single-ply EPDM roofing membranes still performing after 38+ years of service, with newer accelerated-aging work projecting even longer service life. The same chemistry that makes EPDM a 40-year roof makes it the default rubber material for outdoor seals and weatherstrip.
The catch is the flip side of that rule: a saturated, non-polar backbone is also chemically similar to petroleum oils, so non-polar oils dissolve into EPDM and make it swell. Among the wide range of natural and synthetic rubber families an engineer can choose from, and the full span of natural rubber and synthetic rubber chemistries, EPDM sits at the weather-resistant, oil-averse end. This guide to EPDM rubber returns to that trade-off repeatedly, because it drives nearly every go/no-go decision.
EPDM Properties & Spec Data
For an RFQ or datasheet, these are the EPDM numbers that matter. Treat the ranges as compound-dependent: a soft 40 Shore A weatherstrip and a hard 80 Shore A bushing are both EPDM but behave very differently, and the cure system shifts the temperature ceiling. Where a value is a single-source figure, it’s qualified accordingly.
| Property | Typical value | Note |
|---|---|---|
| Continuous service temp | ~−40 °C to +120 °C sulfur; to ~+150 °C peroxide | Ceiling set by cure system |
| Hardness | 30–90 Shore A | 60–70 most common for seals |
| Tensile strength | ~500–3,000 psi (3–21 MPa) | Varies widely with compound and filler |
| Compression set | Low with peroxide cure (single-digit % at 100 °C achievable) | Critical for static seals |
| Ozone / UV / weather | Excellent | The headline strength |
| Water / steam / glycol | Excellent | Including hot water and brake fluid |
| Petroleum oil / fuel | Poor (severe swell) | Disqualifying — see Oil-Line Veto |
Property ranges compiled from elastomer datasheets and the ASTM D2000 classification framework; values vary by compound and supplier.
EPDM holds these properties across the extreme temperatures and weathering that harden or crack lesser rubbers, and it is also a good electrical insulator, which is why it shows up in cable accessories and electronic enclosure seals. Because EPDM rubber compounds vary so widely with filler and cure system, two parts both labelled EPDM can perform very differently, a quality rubber result depends on the specific compound, not the family name. Because the property window is so wide, buyers do not specify “EPDM” alone, they specify a compound through an ASTM D2000 line call-out that fixes the type (heat resistance) and class (oil resistance). We break that call-out down in the spec section below.
EPDM vs Other Elastomers: Matching Material to Environment

Choosing between EPDM and neoprene, nitrile, Viton (FKM), silicone, or natural rubber comes down to one question: what does the part actually touch and how hot does it get? The table below uses concrete behavior rather than vague High/Medium/Low ratings.
| Elastomer | Ozone / UV | Water / steam | Petroleum oil | Relative cost | Best fit |
|---|---|---|---|---|---|
| EPDM | Excellent | Excellent | Poor | Low | Outdoor / water / weather seals |
| Neoprene (CR) | Good | Good | Moderate | Low–mid | General-purpose, mild oil |
| Nitrile (NBR) | Poor | Fair | Excellent | Low | Fuel / oil seals |
| Viton (FKM) | Excellent | Good | Excellent | High (~8–10× EPDM) | Hot oil / chemical / fuel |
| Silicone (VMQ) | Excellent | Good (dry heat) | Poor | High | Extreme temp, food/medical |
| Natural rubber (NR) | Poor | Good | Poor | Low | Abrasion, dynamic, indoor |
Cost multiplier for Viton vs EPDM reported by elastomer suppliers; resistance ratings reflect general compound behavior.
Weatherability-per-Dollar. Silicone and EPDM both shrug off ozone and UV, but silicone compound costs far more and tears more easily. Normalize weather resistance by compound cost and EPDM wins decisively, which is exactly why it, not silicone, became the default outdoor and synthetic rubber sealing material. That mix of weather resistance and low compound price makes molded EPDM one of the most cost-effective sealing elastomers in production. Where you genuinely need silicone’s temperature extremes or food-grade purity, our liquid silicone rubber injection molding line covers that envelope instead.
⚠️ The Oil-Line Veto
Run every other score — temperature, weather, cost — and then apply one override: if the part will ever contact petroleum oil, fuel, or aromatic hydrocarbons, EPDM is out. One field-analysis report measured EPDM swelling more than 100% by volume in mineral oil. Switch the spec to nitrile (NBR) for ambient oil or fluoroelastomer (Viton/FKM) for hot oil before tooling is cut, not after the first failed batch.
Which Is Better, Viton or EPDM?
Neither is “better” outright, they solve opposite problems. Choose EPDM when the part faces weather, hot water, steam, or brake fluid and never sees oil; it costs a fraction of Viton and resists those fluids just as well. Choose Viton (FKM) when the part faces fuel, hot oil, or aggressive chemicals, and accept the 8–10× material-cost premium. A common mistake is specifying Viton “to be safe” in a hot-water duty where EPDM would last as long for far less.
How EPDM Is Molded: Injection, Compression & Transfer

EPDM isn’t poured as a liquid like some casting rubbers. A solid, uncured gum compound is heated until it flows, forced into a closed steel mold, and vulcanized, cross-linked, under heat and pressure. That basic manufacturing process is shared by three molding methods.
Where they differ is tooling, cycle time, and the volumes where they make economic sense. The right process for EPDM follows your annual volume and part geometry, not the material, and yes, it’s entirely possible to injection mold EPDM, just as it can be compression or transfer molded.
| Process | Best volume | Tooling cost | Cycle time | Best part profile |
|---|---|---|---|---|
| Compression | Low / prototype | Lowest | Longest | Large, simple, thick gaskets |
| Transfer | Low–mid | Mid | Mid | Rubber-to-metal bonded inserts |
| Injection | High (~5,000+ units) | Highest | Shortest | High-volume precision seals |
Volume crossover reflects Engelhardt quoting practice and is corroborated by independent molding cost analyses; exact break-even shifts with part size and tooling complexity.
Can EPDM Be Injection Molded?
Yes, EPDM is routinely injection molded. Heated EPDM compound is injected under high pressure into a closed multi-cavity metal mold and vulcanized in place; published patent data describes molded EPDM cured at roughly 185 °C in about 6 minutes under ~60 bar. Granted molding patents confirm these process windows. The EPDM injection molding process gives the tightest tolerances and shortest cycle times, which is why it dominates high-volume automotive and appliance sealing once you clear the tooling break-even.
Transfer molding earns its place when a part need rubber bonded to a metal insert, a captive bushing, a bonded gasket, or a valve seat. For lower volumes, compression and transfer molding reach the same cured part with simpler, lower-cost tooling. In transfer molding the compound is forced from a transfer pot through runners onto a pre-placed, adhesive-coated metal part, and a transfer-molded EPDM-to-metal gasket patent documents exactly this construction. For a deeper walk-through of each method, see our rubber molding process overview. EPDM also shares much of its tooling logic with silicone, covered in our silicone compression molding guide.
A costly and common mistake is running compression molding for a high-volume seal: the longer cure cycle quietly inflates per-part cost until injection tooling would have paid for itself several times over. In Engelhardt’s in-house mold shop, 40+ vulcanizing presses backed by CNC and EDM tooling, the break-even near 5,000 units is exactly where we move a part from a single-cavity compression tool to a multi-cavity injection mold.
Sulfur vs Peroxide Cure: Why Curing Decides Part Life
The cure (vulcanization) system is the most under-specified decision in EPDM rubber molding, and it quietly sets how long a seal lasts. Two systems dominate. Sulfur cure is faster, cheaper, and easier to bond, but its sulfur cross-links break down at sustained high heat. Peroxide cure forms stronger carbon, carbon cross-links that give markedly better heat resistance and lower compression set, the property that keep a static seal pushing back against its flange years later.
How big is the gap? Suppliers and a rubber industry technical notebook on cure-system selection report that peroxide-cured EPDM can deliver roughly an order-of-magnitude longer service life than sulfur cure at elevated temperature, along with better compression set retention. The trade-off: peroxide compounds cost more, cure slower, and bond less readily to metal, which is why cure choice and process choice are linked. A high-quality EPDM compound is defined as much by its verified cure as by its raw rubber compounds, and a well-made EPDM rubber compound holds its sealing force long after a poorly cured one has relaxed.
“An under-cured EPDM seal is the failure we watch for most, because it passes the wrong test. It can clear a first-article visual and dimensional check and still lose sealing force about a year into service as the cross-link network finishes reacting under heat. That is why we verify cure rate and scorch time on a moving-die rheometer for every compound batch, not just at part-approval.”
📐 Engineering Note
Specify peroxide cure when the part sees continuous heat above ~120 °C or must hold a tight compression-set limit (for example a static face seal that can’t relax). Specify sulfur cure for cost-sensitive weatherstrip and dynamic parts at moderate temperature, or where strong rubber-to-metal bonding is the priority. State the cure system on the drawing, don’t leave it to the molder’s default.
Molded EPDM Parts & Where They’re Used

Molded EPDM shows up anywhere a part must hold back weather, water, or steam for years. Common molded EPDM rubber products include:
- ✔ Seals, O-rings, and face gaskets
- ✔ Grommets, bushings, and isolators
- ✔ Diaphragms, bellows, and valve seats
- ✔ Weatherstrip, washers, and bonded rubber-to-metal parts
| Industry | Typical EPDM parts | Why EPDM |
|---|---|---|
| Automotive | Weatherstrip, coolant/brake seals, body grommets | Ozone + glycol/brake-fluid resistance |
| HVAC / appliance | Steam and hot-water seals, gaskets | Hot water and steam stability |
| Plumbing / potable water | Valve seals, fitting gaskets, O-rings | Water resistance + NSF/FDA compounds |
| Electrical / electronic | Enclosure seals, cable grommets | Weather sealing + electrical insulation |
Across these outdoor applications and industrial EPDM uses, the common thread is durability: molded rubber products such as EPDM gaskets, O-rings, and weatherstrip survive where the environment is wet, hot, or sun-exposed. The wide range of applications for EPDM, from automotive EPDM rubber parts to plumbing valve seals, is why high-volume production runs of molded rubber parts so often specify it. For buyers comparing rubber parts and products, the common applications of EPDM rubber and the broader set of EPDM rubber applications cluster wherever weather and water resistance outrank oil resistance, and that durability is what EPDM offers as molded rubber components.
For application-specific detail, see our guides to automotive rubber parts types and materials and electrical and electronic rubber parts.
Is EPDM Safe for Potable Water or Food Contact?
Yes, but only with a certified compound, not “EPDM” in general. Potable-water parts must use an EPDM compound certified to NSF/ANSI 61 for drinking-water system components, and repeated food-contact parts must meet FDA 21 CFR 177.2600 for rubber articles. The base polymer is suitable; the certification is about the full formulation (fillers, plasticizers, cure residues). Always request the specific compound’s certification documents, because a generic EPDM grade is not automatically compliant.
When NOT to Specify EPDM

The advantages of EPDM rubber, weather, ozone, water, and steam resistance at low cost, make it easy to over-trust. The benefits of using EPDM rubber are real, but choosing the right EPDM rubber means respecting where those advantages of EPDM stop. It will fail, sometimes fast, in the wrong environment. Disqualify EPDM before tooling when any of these are true:
✔ Specify EPDM when
- Outdoor, ozone, UV, or weather exposure
- Hot water, steam, glycol, or brake fluid
- Cost-sensitive weather seals at scale
⚠ Avoid EPDM when
- Any petroleum oil, fuel, or grease contact
- Aromatic or chlorinated solvents
- Sustained heat well above the cure ceiling
⚠️ Common misconception: “weather-resistant” means “chemical-proof”
It does not. Field engineers regularly trace a swollen “weather seal” not to its design fluid but to an adjacent chemical — a lubricant, paint, or assembly adhesive that nobody listed on the drawing. EPDM resists weather and polar fluids brilliantly and oils terribly; those are separate axes. The opposite mistake is just as costly: over-specifying Viton in a benign hot-water duty has been documented wasting roughly $12,000 a year versus an EPDM compound that would have lasted as long.
When EPDM is out, the usual replacements are nitrile (NBR) for ambient oil and fuel, or fluoroelastomer (FKM/Viton) for hot oil and aggressive chemicals. Both are standard custom rubber parts materials, so switching the spec is a compound change, not a redesign.
How to Specify an EPDM Molded Part

A complete spec is what turns a vague inquiry into an accurate quote and a part that work the first time. For custom rubber molding, and custom EPDM molding in particular, four pieces of information do most of the work. Send these and a molder can quote tooling, cycle, and price without a dozen follow-up emails.
EPDM Spec Checklist
- Drawing or CAD + tolerance grade. State an RMA grade: A1 (high precision) through A4 (basic). Tighter grades cost more, ask for A1 only where a sealing surface need it.
- Hardness + standard call-out. Give a durometer (for example 60 or 70 Shore A) and, ideally, an ASTM D2000 line call-out so heat and oil class are fixed, not assumed.
- Annual volume. This sets the process (compression vs transfer vs injection), the tooling decision, and the amount of EPDM consumed per year.
- Operating environment. Temperature range, fluids contacted, and any potable-water or food-contact requirement (NSF/FDA).
The ASTM D2000 line call-out looks cryptic but is logical: a type letter fixes the heat-resistance test temperature (A = 70 °C, B = 100 °C, C = 125 °C, D = 150 °C) and a class letter fixes oil-swell resistance. EPDM compounds usually land at BA, CA, or DA, the trailing “A” signaling no oil resistance, exactly what the chemistry predicts. Reading the call-out tells you the elastomer family before you ever see a datasheet.
📐 Engineering Note
Hardness isn’t a performance spec on its own, it’s an input. For an O-ring or face seal, design for 15–25% compression (squeeze) — the standard range in O-ring sealing practice — and choose the durometer that achieves it in your groove, rather than defaulting to 70 Shore A out of habit. Tooling is a one-time cost; per-part price recurs, so pay for tight tolerance only on the features that actually seal. That’s how you get a high-quality rubber part without overpaying for a quality rubber spec you don’t need.
The most expensive RFQ mistake is an incomplete spec. A drawing with no durometer, no tolerance grade, and no operating fluid forces the molder to guess, and a wrong guess on cure system can mean a seal that fails in the field months after it passed first-article inspection. Engelhardt’s engineers screen each spec against the ASTM D2000 call-out and RMA A1–A4 tolerance grades before any tooling is cut, precisely to close those gaps.
When the spec is ready, our EPDM rubber molding service can review it for manufacturability and recommend a cure system and process to match your volume.
EPDM Molding Demand Outlook: What’s Changing

The biggest shift for EPDM buyers isn’t a market-size figure, it’s where the new seals are going. Vehicle electrification is widening EPDM’s role: battery packs and coolant loops run glycol-based thermal-management fluids, exactly the polar service where EPDM excels and where oil-resistant rubbers add no value. As EV thermal-management volumes climb through 2026, the sealing content that historically went to oil-resistant elastomers is increasingly EPDM, because the fluid changed from oil to coolant.
A second driver is compliance, not consumption. Tightening enforcement of potable-water rules (NSF/ANSI 61) is pushing buyers toward molders that can certify a specific compound formulation, not just hang an ISO certificate on the wall. The practical effect at the RFQ stage: documentation is becoming part of the part.
The risk for buyers is a costly mid-program switch. One electrification team that locked in an EPDM coolant seal without confirming glycol compatibility faced requalification when a substitute grade was specified by mistake, weeks of delay that a single compatibility check at the RFQ stage would have prevented.
For market context only, analysts put EPDM and broader rubber-molding growth in the mid-single-digit CAGR range, directional background, not a buying reason. The buying reasons are above. These shifts are reshaping the rubber molding industry: buyers increasingly shortlist EPDM manufacturers and rubber molding manufacturers whose molding services and rubber molding solutions come with documented compound control rather than commodity pricing. Rubber technology is moving toward certified formulations, not just certified factories. Action for 2026 programs: if you are sourcing seals for an EV thermal system, confirm glycol/coolant compatibility and request the cure-system and NSF/FDA compound documents at RFQ, not after PPAP.
EPDM Rubber Molding FAQ
Q: Can EPDM be molded?
View Answer
Yes. EPDM is molded by all three standard rubber processes, injection, compression, and transfer molding. In each case a solid EPDM compound is heated until it flows, forced into a closed steel mold, and vulcanized under heat and pressure. The process you pick depends on your annual volume and part geometry, not on any limitation of the material itself. Compression suits low volumes and large gaskets, while injection molding takes over for high-volume precision seals.
Q: What does EPDM mean in rubber?
View Answer
EPDM stands for ethylene propylene diene monomer, the three monomers that together build up the polymer chain. It’s a synthetic rubber whose saturated backbone gives excellent ozone, UV, and weather resistance, while the diene component supplies the cross-linking sites needed to vulcanize it into a part.
Q: How long does EPDM rubber last?
View Answer
In the right environment, decades. Field surveys of single-ply EPDM roofing membranes confirm 38-plus years of service, and accelerated-aging studies project even longer. Molded EPDM seals in weather, water, or glycol duty routinely last the life of the equipment. Lifespan drops sharply, though, if EPDM contacts petroleum oil or fuel, or runs above its cure-system temperature ceiling.
Q: Is EPDM rubber waterproof?
View Answer
Yes. EPDM resists water, hot water, and steam exceptionally well, which is why it anchors single-ply roofing membranes and water-system seals. Unlike many oil-resistant rubbers, it doesn’t swell in prolonged water or glycol contact, making it a default for wet sealing.
Q: How do you bond EPDM rubber to metal?
View Answer
Rubber-to-metal bonding happens during molding. The metal insert is cleaned, primed, and coated with a bonding adhesive, then placed in the mold so the EPDM cures directly against it, transfer molding suits this especially well. Sulfur-cured compounds generally bond more readily than peroxide-cured ones, which is one reason cure system and molding process are chosen together. A clean, well-primed insert is the difference between a lasting bond and a part that delaminates in service.
Q: Is EPDM a rubber or a plastic?
View Answer
EPDM is a rubber, specifically a synthetic elastomer. Once vulcanized it’s elastic and springs back after deformation, unlike a rigid thermoplastic. It’s sometimes mistaken for plastic because it’s synthetic, but mechanically it behaves as a rubber, which is exactly what makes it useful for seals, gaskets, and grommets.
Q: How strong is EPDM?
View Answer
EPDM’s tensile strength typically runs 500–3,000 psi (about 3–21 MPa), depending on compound and reinforcing filler, moderate among rubbers, below natural rubber’s peak but ample for sealing duty. Its real engineering strength is durability, not raw tensile: outstanding resistance to ozone, UV, weather, hot water, and compression set, especially with peroxide cure. For sealing parts, that ageing resistance matters far more than a tensile number, which is why EPDM is specified by operating environment. When you compare grades, ask the supplier for the compression set value measured per ASTM D395 — a result under about 25% (22 hr at 100 °C) signals a seal that will hold its sealing force across years of service, which is the number that actually predicts field life.
Ready to quote an EPDM part. Send a drawing, target hardness, annual volume, and operating environment for a manufacturability review by our engineering team.
About This EPDM Guide
Engelhardt molds EPDM and other elastomers in-house on 40+ vulcanizing presses (~2,000 tons/year) with a 3,600 m² mold shop and an on-site lab that runs Mooney viscosity, moving-die rheometer cure curves, salt-spray, and heat-aging on each compound. The cure-verification and over/under-cure observations in this article come from that batch-testing practice. Reviewed by the Engelhardt technical team.
References & Sources
- EPDM Rubber, Composition and PropertiesWikipedia
- ASTM D2000 Standard Classification for Rubber ProductsASTM International
- NSF/ANSI 61: Drinking Water System ComponentsNSF International
- 21 CFR 177.2600, Rubber Articles Intended for Repeated UseU.S. Electronic Code of Federal Regulations
- Transfer-Molded EPDM Rubber-to-Metal Bonded Gasket (EP0142930A2)Google Patents
- Cure System Selection, Technical NotebookRubber News