
Get in Touch with Engelhardt

Plumbing & Building Rubber Parts
Custom Molded Rubber Parts for Plumbing & Building Applications
Engelhardt molds the sealing components plumbing and building-products OEMs depend on — pipe couplings, floor-drain seals, gaskets, washers and pipe sleeves — built to your drawing, in the elastomer your application actually needs.
Request a Quote
Solution Summary
- 4 Elastomers in routine production: EPDM, NBR, silicone, neoprene
- 3 Molding processes: compression, transfer, injection
- 40+ Vulcanizing presses incl. 250T vacuum & 300T injection
- ±0.3% Computer-controlled compound batching accuracy
- 3,600 m² In-house mold design & tooling shop
- 2 certs ISO 9001 quality system + IATF 16949 automotive-grade QMS
All buyers
Why Plumbing & Building Rubber Parts Fail — and How Precision Molding Prevents It
Custom molded rubber parts are the vulcanized elastomer components — seals, gaskets, couplings, sleeves and washers — that keep plumbing and building assemblies watertight. They are small, low-cost items. They are also the single most common reason a fixture gets returned.
Most field failures trace back to one decision made long before the part is molded: the wrong compound for the service environment.

Material misspecification
A seal specified for cold water but later exposed to oil or solvent can swell and fail within months. The part looks identical — the chemistry does not match the duty.
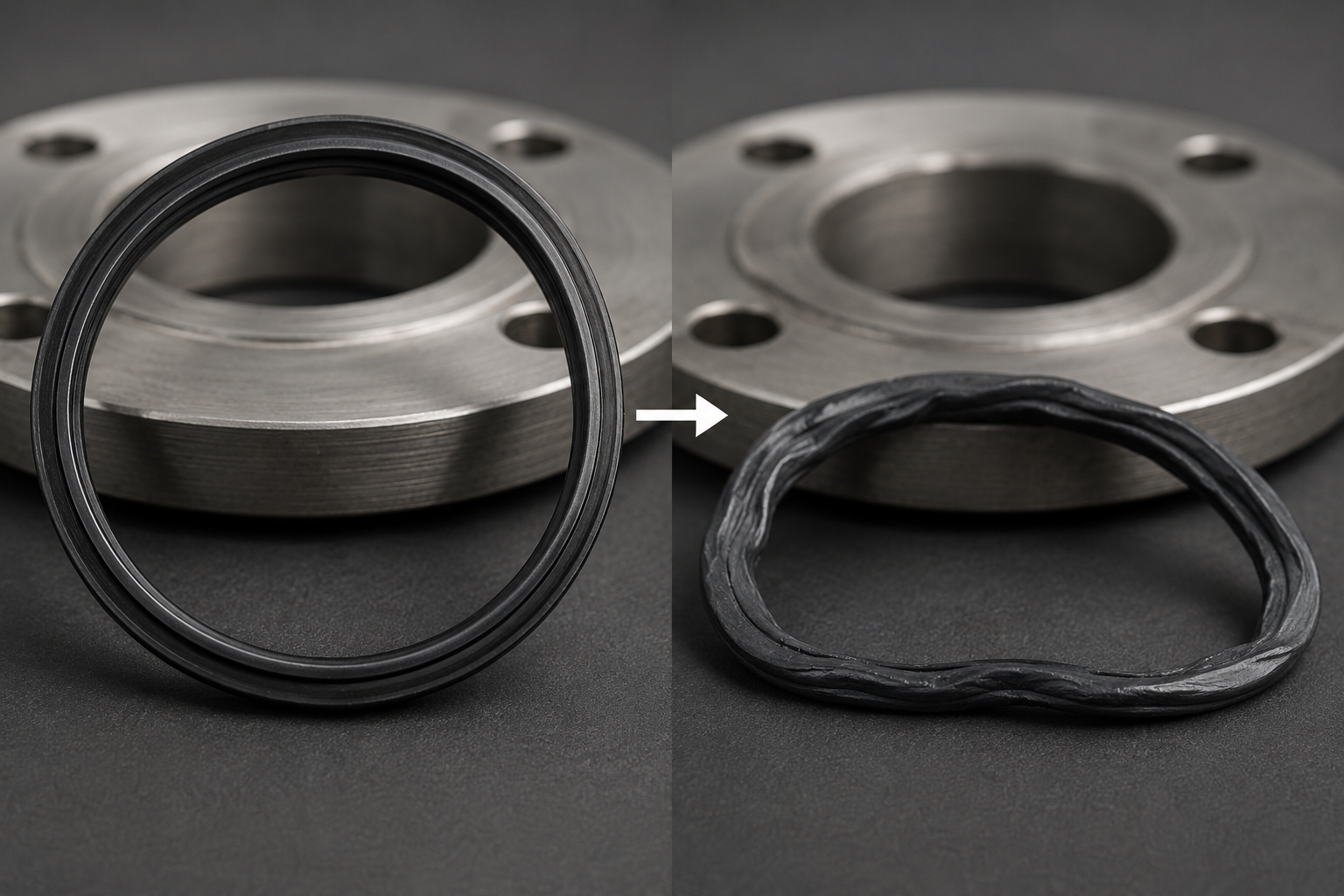
Compression set
An under-cured or poorly compounded gasket loses its recovery force over time. The joint stays “assembled” but stops sealing — a slow leak nobody catches at inspection.

Ozone & UV ageing
A general-purpose rubber used on an exposed building seal cracks under sunlight and ozone. EPDM survives it; an unverified compound does not.
Root cause rarely lies with the molding press. It traces back to a supplier who treats “rubber” as one material instead of a family of engineered compounds with measurable limits.
Engelhardt approaches every plumbing and building part as a material problem first and a molding problem second. We match the elastomer to your temperature, fluid and exposure profile, validate it against the relevant standard, then mold it to your drawing. The rest of this page shows how — product range, process choice, factory capability, certifications and sourcing terms.
Engineer + Procurement
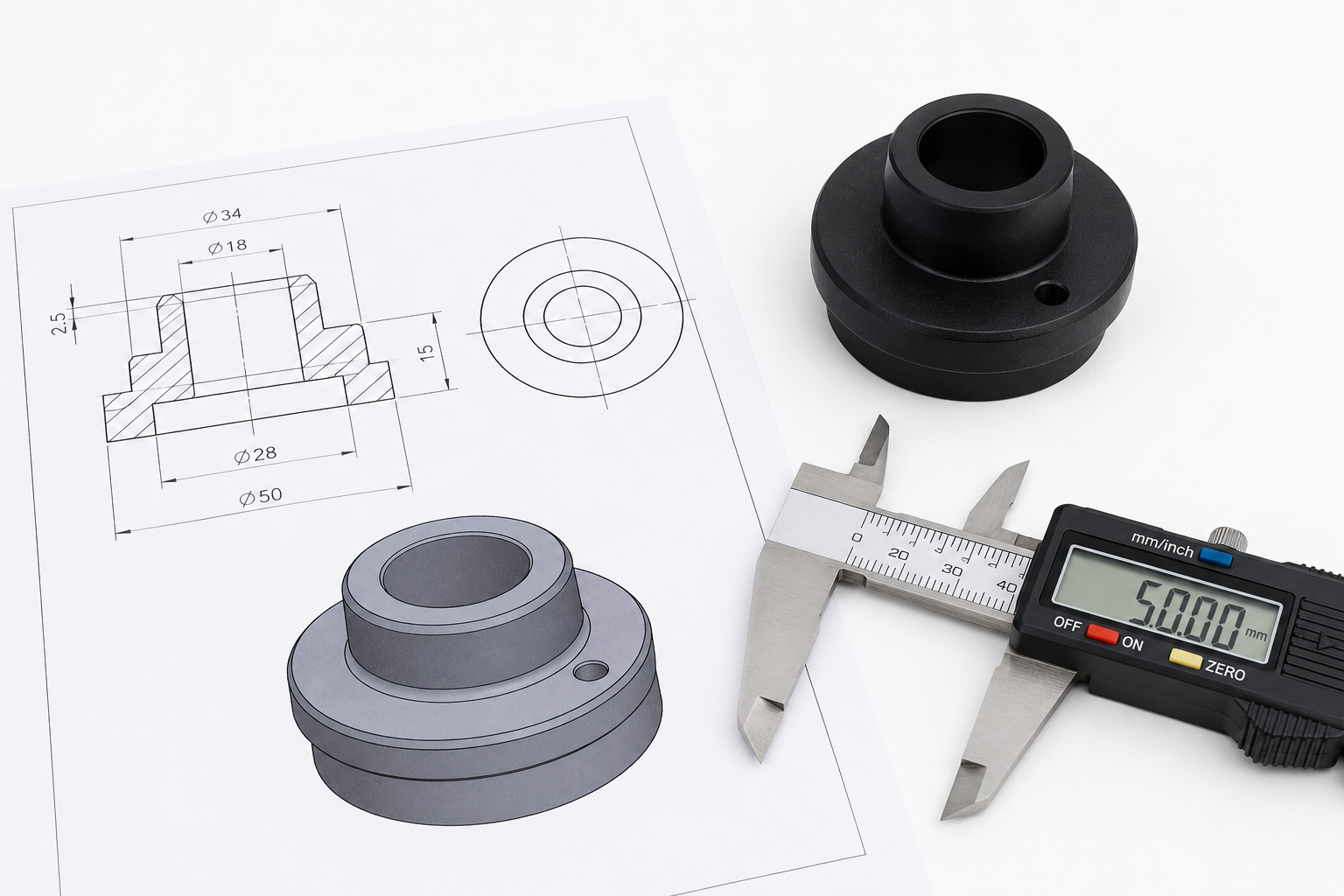
Engelhardt Plumbing & Building Rubber Parts — Range and Compound Selection
We mold seven component families for plumbing, sanitaryware and building-products manufacturers. Each is produced to a customer drawing or a reverse-engineered sample — there is no fixed catalog to compromise around.
Pipe couplings & connectors
Flexible rubber pipe couplings, reducers and connectors for drain, waste and vent assemblies.
Typical service
Drainage, low-pressure
Recommended
EPDM / neoprene

Floor-drain & bathtub-drain seals
Molded sealing rings and gaskets for floor drains, tub wastes and shower outlets.
Typical service
Standing water, intermittent hot
Recommended
EPDM

Gaskets, washers & O-rings
Tank-to-bowl gaskets, slip-joint washers, spud gaskets and molded O-rings for fixture assembly.
Typical service
Potable water, static sealing
Recommended
EPDM / silicone

Rubber pipe sleeves & bushings
Pipe sleeves, grommets and penetration seals that protect pipework where it passes through building structure.
Typical service
Abrasion, structural movement
Recommended
Neoprene / EPDM
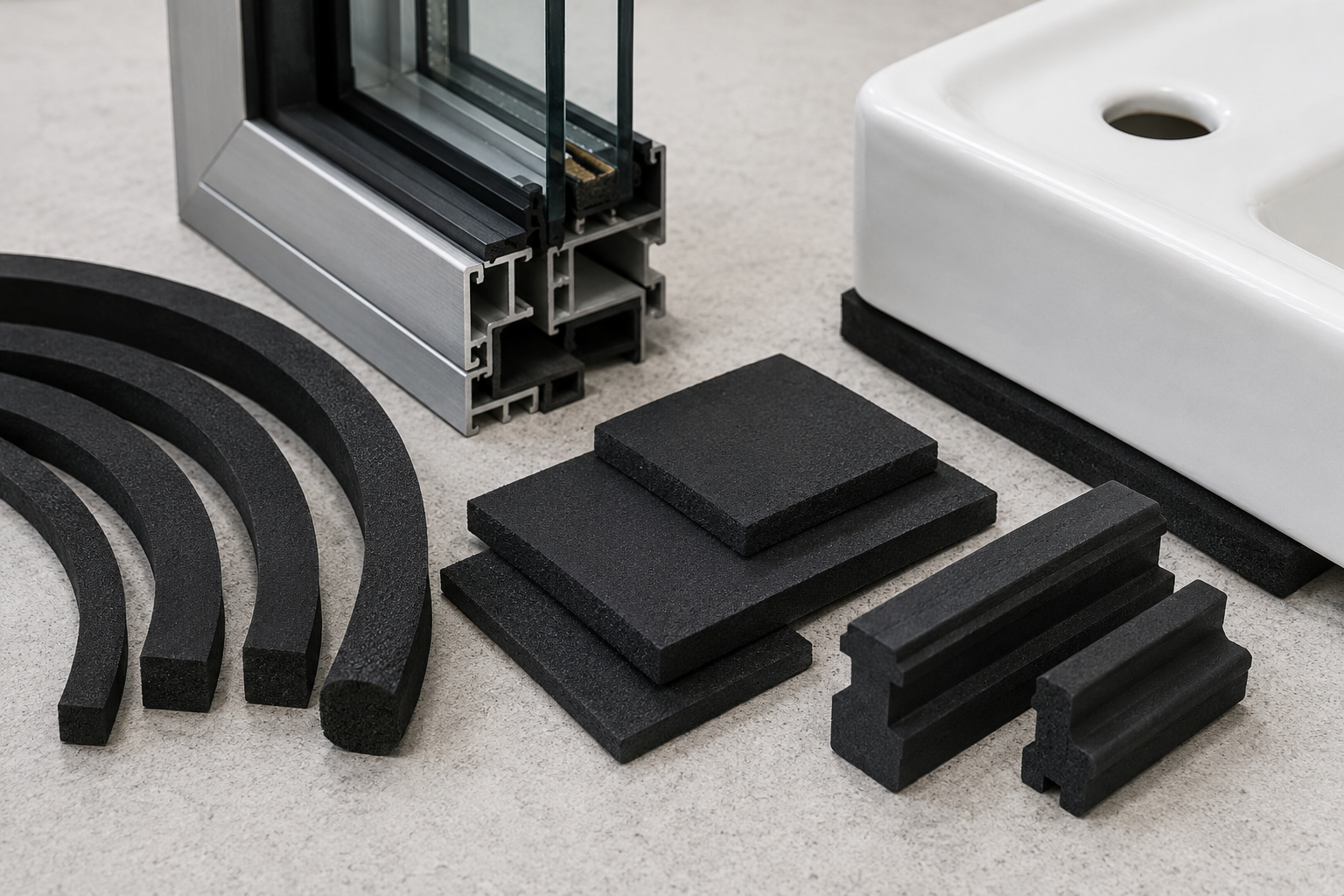
Foam & sponge rubber components
Closed-cell foam rubber strips, pads and expansion-joint fillers for building and sanitaryware assemblies.
Typical service
Compression, weather sealing
Recommended
EPDM / neoprene

Sanitaryware sealing parts
Pneumatic air bags, diaphragms and molded seals for toilet, cistern and sanitary mechanisms.
Typical service
Repeated flexing, potable water
Recommended
EPDM / silicone
A seventh family — pipeline maintenance and repair components — is built to project specification. Across all seven, the selection problem is the same: which compound, and proven against which standard.
Rubber Compound Selection Matrix — Plumbing & Building Service
This matrix is the selection logic our engineers apply before a single mold is cut. Match your dominant service condition to the recommended elastomer, then confirm against the listed standard.
Temperature ranges and relative cost verified against published elastomer data (Delta Rubber material comparison, 2026).
| Service condition | Recommended elastomer | Why it fits | Temp range | Reference standard |
|---|---|---|---|---|
| Cold & potable water | EPDM | Excellent water resistance; available in potable-water grades | -40 to +120°C | NSF/ANSI 61, EN 681-1 |
| Hot water & steam | EPDM | Holds properties in steam to +120°C; outlasts NBR/neoprene in hot service | -40 to +120°C | EN 681-1 |
| Drainage / DWV | EPDM / neoprene | Ozone-stable, flexible couplings tolerate misalignment | -40 to +120°C | EN 681-1 |
| Oil or solvent contact | NBR (nitrile) | Excellent oil and fuel resistance where EPDM would swell | -40 to +120°C | ASTM D2000 |
| Outdoor / building weather seal | EPDM / neoprene | Resists UV, ozone and atmospheric ageing for years | -40 to +120°C | ASTM D2000 |
| High-temp / food-contact | Silicone | Widest temperature range; food-grade formulations available | -60 to +230°C | FDA 21 CFR 177.2600 |
Engineer + Operations
Molded vs Extruded vs Die-Cut — Choosing the Right Rubber Process
Buyers often pay for the wrong process. A long uniform profile does not need an injection mold; a complex three-dimensional seal cannot be extruded. Picking correctly is the fastest way to take cost out of a custom rubber part before production starts.
Below is the comparison most rubber suppliers leave off their pages. It uses concrete engineering criteria — not vague “quality” claims.
Process characteristics compiled from rubber-manufacturing engineering sources, 2025-2026.
| Criterion | Compression / transfer molding | Injection molding | Rubber extrusion | Die-cutting |
|---|---|---|---|---|
| Tooling cost | Low to moderate | High | Low (profile die) | Lowest |
| Dimensional tolerance | Good | Tightest | Looser (die swell) | Good (flat parts) |
| Economic volume | Low to medium | Medium to high | Continuous / long runs | Any volume |
| Best part geometry | 3D seals, gaskets, complex shapes | High-volume precision 3D parts | Uniform cross-section (sleeves, cord) | Flat sheet gaskets |
| Cycle speed | Slower (1-6 min/cycle) | Fast, automated | Continuous | Fast |
For most plumbing and building components, compression and transfer molding give the best balance: moderate tooling cost, sound tolerances, and freedom to mold the complex shapes that drains and couplings demand. Molded parts hold a defined three-dimensional geometry that extruded profiles and die-cut flats cannot reproduce. We reserve injection molding for high-volume precision parts where its faster cycle pays back the tooling investment.
Because Engelhardt runs compression, transfer and injection molding under one roof — alongside in-house extrusion and assembly — process choice is made on engineering merit, not on whatever single method a shop happens to own.
Engineer
Inside Engelhardt’s Custom Rubber Molding & Assembly Capability
A compound is only as good as the process control behind it. Engelhardt has built its plumbing and building rubber parts capability around three things buyers can verify: mixing accuracy, molding capacity and in-house tooling.
40+
Vulcanizing presses for rubber molding
2,000 t
Molded rubber parts produced per year
±0.3%
Compound batching weighing accuracy
3,600 m²
In-house mold design & build shop
Compounding Automation
Compounding is the stage most failures are designed into, so it is the stage we automated first. A computer-controlled small-material batching system weighs every ingredient to within ±0.3% and will not release the next material until the previous one is confirmed correct.
That eliminates the mis-matched, missing and over-dosed batches that hand-weighing produces — the hidden source of inconsistent seals. Two 55-litre mixer lines then cool the compound rapidly to protect its physical properties before molding.
With plumbing seals, the buyer never sees the compound — they see the leak two years later. That is why we lock batching to ±0.3% and trace every lot through MES. A custom molded rubber part should be as repeatable as the drawing it came from.
Molding & Assembly
ENGINEER
Customer Results — Supplying Plumbing & Sanitaryware OEMs
Strongest proof that an offshore molder can be trusted is the customer list. Engelhardt is an established supplier to leading plumbing and sanitaryware brands — including American Standard, Kohler, Oatey and SFA.
American Standard
Kohler
Oatey
SFA
These are companies that audit their supply chains hard. Holding their business is itself a quality reference no marketing claim can substitute for.
“
There is no universal ROI figure for a rubber seal — but there is a clear cost pattern. A misspecified compound typically surfaces as a field failure, and a field failure carries warranty cost, recall risk and a quality non-conformance that dwarf the part price many times over. Engelhardt’s value is upstream of that: matching the elastomer to the duty, proving it against EN 681-1 or NSF/ANSI 61, and holding it stable through ±0.3% batching and MES traceability. The lowest total cost of ownership is the seal that never comes back.
Replacing an existing supplier? Send a sample for a free reverse-engineering check
→
QUALITY MANAGEMENT
Certifications & Compliance
Procurement teams screen rubber suppliers on certification before anything else. Engelhardt’s quality position is built to clear that screen — and then to exceed the rubber-industry norm.
ISO 9001
Quality management system
IATF 16949
Automotive-grade QMS
MES traceability
Lot-level forward & reverse trace
Material standards
ASTM D2000 · EN 681-1
Most custom rubber competitors hold ISO 9001 and stop there. Engelhardt also operates to IATF 16949, the automotive-industry quality standard — a materially tougher system that requires defect-prevention discipline, process-failure analysis and the kind of supplier rigor automotive OEMs demand.
For plumbing and building buyers, that is an advantage you get for free: a part program run under automotive-grade controls, applied to a sanitaryware or drainage component.
Potable water
compounds selected against NSF/ANSI 61 health-effects criteria for drinking-water contact.
Pipe joint seals
follow elastomer requirements aligned to EN 681-1 for water and drainage applications.
Material classification
rubber specified and documented to the ASTM D2000 line-call-out system.
Process traceability
runs through ERP/MES/QMS, in place since 2017 — every lot traceable from incoming material to shipped part.
Compliance is documentation, not a slogan. We supply the certificates, material data and inspection records your audit needs — before you place the order, not after.
Preparing a supplier audit? Download full compliance documentation
→
PROCUREMENT
Sourcing Guide — MOQ, Tooling, Lead Time & Prototyping
Custom molded rubber parts are quoted, not catalog-priced — and a buyer who understands what drives the number negotiates a better one. This section is the pricing logic, in the open.
What drives the quotation
Five factors move the price of a custom rubber part. None of them is hidden once you know to ask.
Cost factor
How it affects your quote
Tooling / mold
A one-time cost set by part complexity and cavity count. In-house mold-making keeps it competitive and protects iteration speed.
Molding process
Compression, transfer or injection — chosen on geometry and volume (see the process table above). The right process lowers unit cost.
Elastomer grade
Cost scales with compound: EPDM and NBR are economical; silicone and specialty grades carry a premium. Match grade to duty, not habit.
Order volume
Higher volumes amortize tooling and setup across more parts, lowering the per-part price.
Finishing & assembly
Trimming method, inserts, and whether parts ship loose or assembled with plastic/metal components.
MOQ, lead time and prototyping
Minimum order quantity and lead time depend on the process and tooling status of your part, so we quote them per project rather than publish a single figure. What is fixed is the path to get there.
 01
01
Start from a drawing or a sample
— send a 2D/3D drawing, or a physical sample for reverse engineering, and we quote from either.
 02
02
Prototype before commitment:
in-house tooling lets us produce and validate a prototype before full production is locked.
 03
03
Mold ownership is agreed up front,
with tooling terms written into the quotation — no surprises after the first order.
 04
04
Lead time is confirmed at quote, not after
— you get an estimate tied to your specific part and volume.
Ask for a quotation with your part parameters and you get the actual numbers — MOQ, tooling cost and lead time — against your component, not a generic range.
→
ENGINEERING TOOLS
Digital Engineering Utilities & Specification Advisors
Simplify your procurement workflow. Deploy our specialized, data-driven utility applications to rapidly align material properties, dimensional limitations, and project parameters for plumbing components.
Material Intelligence
Launch Compound Selector →
Elastomer Compound Selector
Instantly screen and verify rubber formulations (EPDM, NBR, Silicone, HNBR) against temperature ceilings, plumbing fluids, and strict chemical resistance criteria.
Chemical & fluid capability mapping
Thermal limits & stress parameters
Manufacturing Alignment
Open Process Advisor →
Molding Process Advisor
Calculate the optimal production routing for your parts. Evaluate compression, transfer, and injection techniques relative to geometry complexity and target volume.
Tooling cost vs. volume curves
Molding technique feasibility scoring
Procurement Validation
Access RFQ Checklist →
RFQ Checklist Navigator
Pre-audit your critical engineering assets before quote request submission. Ensure 2D/3D parameters match international quality and delivery frameworks.
Technical asset audit parameters
Commercial risk & compliance metrics
TECHNICAL FAQ
Custom Molded Rubber Parts — Buyer FAQ
Critical technical parameters, compliance mappings, and reverse-engineering frameworks for industrial plumbing and building procurement asset managers.
What type of rubber is best for plumbing and building seals?
EPDM handles most plumbing and building work — cold and hot water, drainage and outdoor weather sealing — because of its water, steam and ozone resistance. Switch to NBR when oil or solvent contact is present, and to silicone when temperature or food-contact compliance is required. The selection matrix above maps each service condition to the right compound.
How long do molded rubber plumbing parts last?
Service life depends almost entirely on compound-to-duty match. A correctly specified EPDM seal in water service can perform for many years, while a misspecified compound can fail within months once exposure conditions change. Specifying against EN 681-1 or NSF/ANSI 61 — and controlling compression set through proper cure — is what makes life predictable.
Are molded rubber couplings and seals code-compliant?
They can be, when the compound is selected and documented against the governing standard. For potable water contact that means NSF/ANSI 61 health-effects criteria; for pipe joint seals in water and drainage it means EN 681-1. Engelhardt selects compounds against these standards and supplies the supporting documentation.
What is the minimum order quantity for custom molded rubber parts?
MOQ depends on the molding process and your part’s tooling status, so we quote it per project rather than publish one figure. Send your drawing or sample and we return an MOQ tied to your specific component.
How much does rubber molding tooling cost, and who owns the mold?
Tooling is a one-time cost driven by part complexity and cavity count; Engelhardt builds molds in-house, which keeps it competitive. Mold ownership terms are written into the quotation up front, so there is no ambiguity after your first order.
Can Engelhardt match or reverse-engineer an existing rubber part from a sample?
Yes. Send a physical sample and our engineers identify the compound type and dimensions, then quote a matching custom molded rubber part. This is the usual route when an incumbent supplier is being replaced or the original drawing is lost.
What lead time should I expect from prototype to production?
Lead time varies with part complexity, tooling and volume, so it is confirmed in the quotation rather than promised generically. Because mold design and cutting are done in-house, prototype iterations move faster than they do with an outsourced toolmaker.
Why does IATF 16949 matter for a plumbing rubber parts supplier?
IATF 16949 is the automotive industry’s quality management standard — stricter than ISO 9001 alone, with mandatory defect-prevention and process-failure discipline. A supplier holding it applies automotive-grade rigor to every program, which is a strong screening signal when you are evaluating an unfamiliar manufacturer.



