Get in Touch with Engelhardt

Quick Specs: LSR vs HCR at a Glance
| Cure chemistry | LSR: Pt-addition (typical) — HCR: Peroxide or Pt |
| Cycle time | LSR 30–90 sec / HCR 2–5 min |
| Achievable tolerance | LSR ±0.025–0.05 mm / HCR ±0.08–0.15 mm |
| Tooling investment | LSR $15K–$80K / HCR $3K–$30K |
| Ideal annual volume | LSR ≥10,000 parts / HCR <50,000 parts |
| Biocompatibility path | LSR: no byproducts / HCR (peroxide): post-cure required |
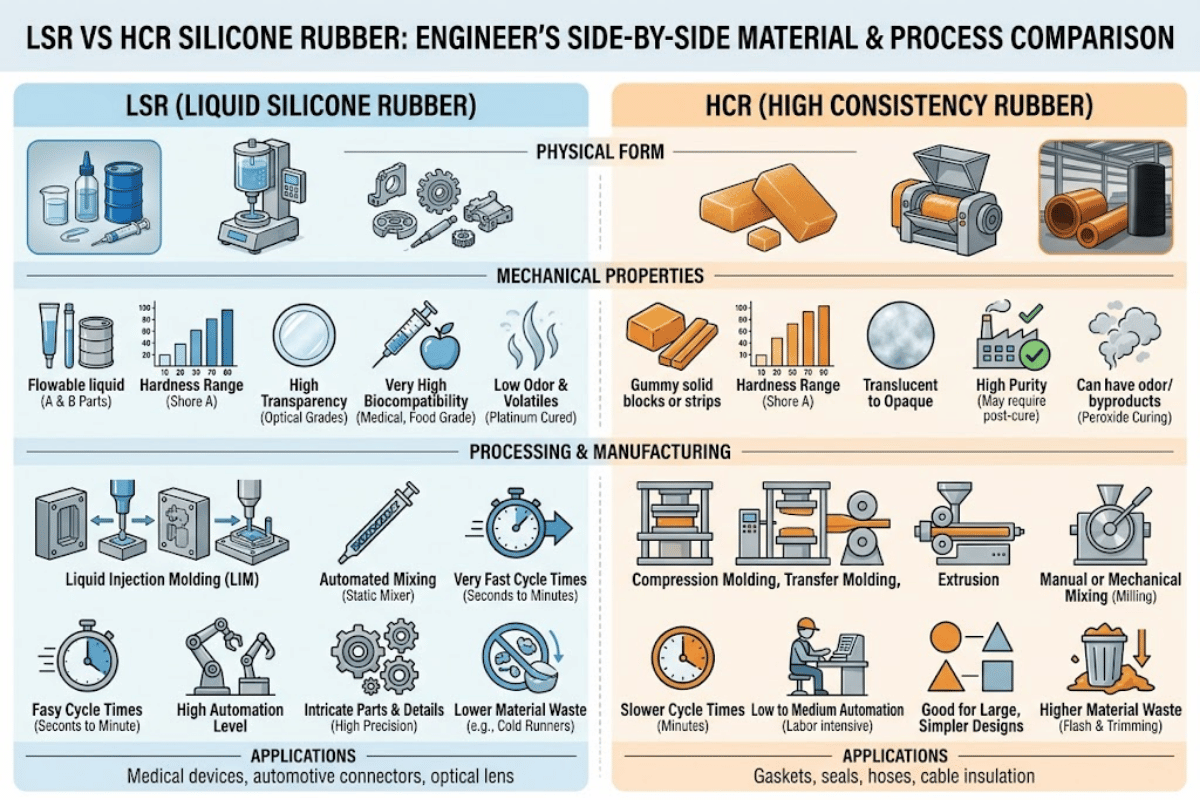
LSR vs HCR at a Glance: An 8-Dimension Comparison

Both are silicone-based elastomers built on a polysiloxane backbone, and both are suitable for injection moulding — yet their viscosity, cure pathway and cost stack differ sufficiently to push manufacturers toward different choices. The table below covers the eight dimensions engineers tend to weigh during material selection.
| Dimension | Liquid Silicone Rubber (LSR) | High Consistency Rubber (HCR) |
|---|---|---|
| Material form at room temp | Two-component liquid (50,000–500,000 mPa·s) | Solid, gum-like; supplied in bales or strips |
| Dominant cure chemistry | Platinum-catalyzed addition | Peroxide or platinum (both common) |
| Typical cycle time | 30–90 seconds (mold heated 150–200 °C) | 2–5 minutes (compression / transfer) |
| Achievable tolerance | ±0.025–0.05 mm | ±0.08–0.15 mm |
| Tooling investment | $15K–$80K (cold runner, multi-cavity) | $3K–$30K (compression / transfer) |
| Material waste | <1% (cold-runner gating) | 3–15% (flash + sprue) |
| Automation level | Fully automated cells (lights-out capable) | Semi-automated; operator loading common |
| Post-cure requirement | Generally none (Pt-addition leaves no byproducts) | Peroxide grades: 2–4 hr at ~200 °C to remove acidic residue |
What this should make clear is that one material isn’t simply “better.” Both belong to the same elastomer family, just supporting two different manufacturing logics. LSR rewards high-volume programs that need tight tolerance and clean processing. HCR keeps low-volume runs and high-durometer parts economically viable.
What Is LSR (Liquid Silicone Rubber)?

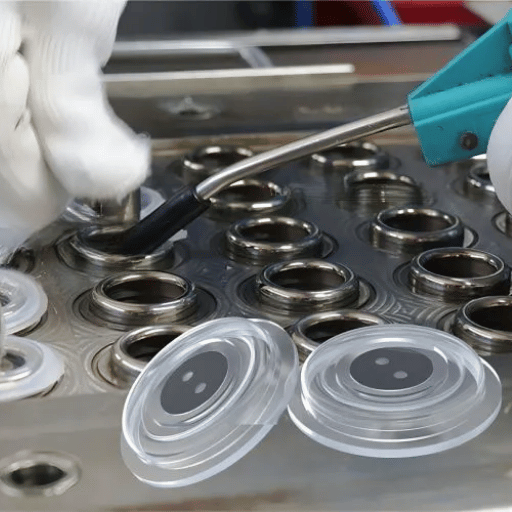
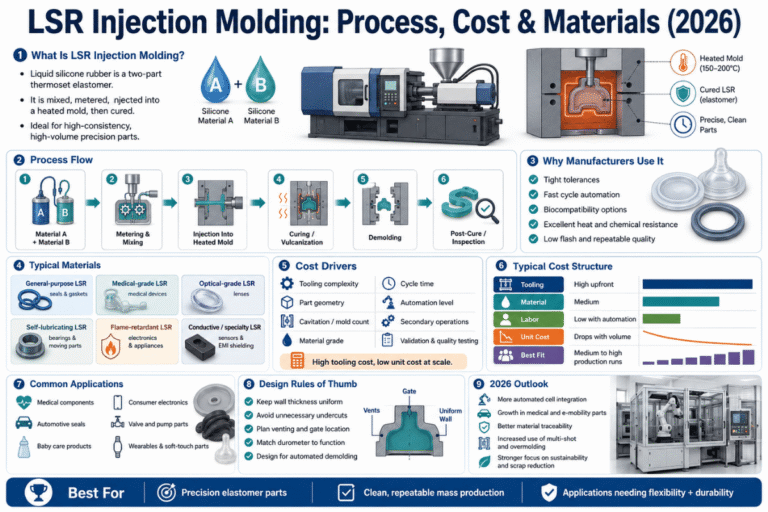
Liquid silicone rubber is a two-part platinum-catalyzed silicone elastomer supplied as a low-viscosity liquid. Component A carries a platinum complex; Component B contains a methylhydrogensiloxane crosslinker plus an inhibitor that holds the pot life until heat triggers the addition reaction. Once the two streams are metered through a static mixer at a 1:1 ratio (typically held to ±1%) and injected into a mold heated to 150–200 °C, crosslinking finishes in seconds.
What does LSR stand for in silicone?
“LSR” stands for liquid silicone rubber. Here, “liquid” describes its room-temperature state, not its cured behavior — once injected and crosslinked, LSR is a solid elastomer that holds its elastic properties from roughly −60 °C to +250 °C continuous service. The liquid form matters because it allows precise pumped metering, low-pressure cavity filling for thin walls (down to about 0.3 mm), and fully automated cells where parts demold robotically. [NIH/PMC]
What are the different types of LSR?
Standard LSR covers most industrial sealing and electrical applications. Beyond that, suppliers offer medical-grade LSR qualified to USP Class VI / ISO 10993, food-contact grades meeting FDA 21 CFR 177.2600, optical-grade LSR with high transparency for lens and light-pipe parts, and fluorosilicone LSR (F-LSR) hybrids that combine the chemical resistance of fluorosilicone with the processing ease of standard LSR for fuel and oil exposure. Self-bonding LSR grades carry adhesion promoters for two-shot overmolding onto thermoplastics or metals.
What Is HCR (High Consistency Rubber)?

High consistency rubber — also called heat-cured rubber or HTV silicone — is a solid, gum-like silicone elastomer with a high-molecular-weight backbone. It ships as pre-mixed compounds, master batches, or partially vulcanized sheet, typically in bales of 25 kg or strips for direct extrusion feeding. Vulcanization happens through either a peroxide free-radical mechanism or a platinum addition mechanism, and the choice of catalyst is independent of the material form. Stockwell, Shin-Etsu and Dow all publish both peroxide- and platinum-catalyzed HCR grades.
⚠️ Common Misconception
Engineering teams often default to HCR for high-volume programs because per-kilogram material cost is lower and tooling looks cheaper on paper. In production, the longer cycle (often 4–6× LSR’s), higher trim and scrap losses, and operator-dependent loading typically erase that advantage above roughly 10,000 parts per year. The decision framework in the cost section below shows where the crossover falls.
Cure Chemistry Compared: Platinum-Addition vs Peroxide
Cure chemistry is the single biggest driver of biocompatibility, post-processing time, and which downstream qualifications a part can claim. Two mechanisms drive the cure in silicone rubber, and they work very differently:
Platinum-addition (hydrosilylation) cure: The platinum catalyst activates a vinyl group on one polymer chain so it forms a single bond with a silicon hydride (Si–H) group on a crosslinker. This is a clean addition reaction — no leaving groups, no volatile byproducts. Research published in Biomedical Silicones (NIH/PMC, 2024) confirms that the Pt-catalyzed reaction between Si–H and vinyl groups produces no extractables of toxicological concern, which is why Pt-cured silicones dominate implantable and skin-contact device applications. [NIH/PMC]
Peroxide free-radical cure: Heat decomposes the peroxide initiator into two free radicals, which abstract hydrogen from methyl or vinyl groups on adjacent silicone chains. The resulting carbon radicals couple, forming the crosslink. That mechanism is well-described in the RSC Advances (2015) review of silicone network topology by Stricher et al. [RSC Advances] Peroxide-cured grades leave acidic residues that can migrate to the part surface as a powdery “bloom”; the standard fix is a 2–4 hour post-cure at roughly 200 °C in an air-circulating oven.
Pt-addition is the default for LSR and for any platinum-cured HCR grade. Peroxide remains common for HCR programs that do not need biomedical qualification and where the post-cure step is already built into the production flow.
Mechanical Properties Side-by-Side
Catalog mechanical properties scatter widely across grades, so the figures below should be read as typical ranges rather than fixed values. Single-point values cited come from manufacturer datasheets that test per ASTM D412 (tension) and ASTM D2240 (durometer hardness), with compression set per ASTM D395.
| Property (ASTM method) | LSR typical range | HCR typical range |
|---|---|---|
| Tensile strength (D412) | 7–11 MPa (Dow Silastic RBL-9200-60: 9.50 MPa) | 7–11 MPa |
| Elongation at break (D412) | 400–700% standard, up to 950% specialty | 200–500% |
| Compression set (D395, 22h/175 °C) | 18–25% (Xiameter RBL-2004-30: 21.2%) | 10–22% (lower with Pt-cured grades) |
| Hardness range (D2240, Shore A) | 5–80A | 20–90A |
| Tear strength (D624) | 10–30 kN/m typical | 10–49 kN/m (high-tear specialty) |
What are the disadvantages of LSR?
Three trade-offs come up most often. First, peak tensile strength is comparable to HCR, but compression set is generally higher than premium platinum-cured HCR — meaning HCR keeps a slight edge on long-duty static seals subject to constant load. Second, LSR demands specialized injection equipment with cooled feed sections and platinum-compatible tooling steel; converting a thermoplastic press is not realistic. Third, the upfront tooling cost is roughly 2–4× a comparable compression-mold tool, which only pencils out above the volume threshold discussed in the cost section.
“Catalog Shore A values do not predict real elastic recovery — geometry and wall thickness drive the actual sealing force. Engineers selecting silicone for a load-bearing seal should specify a prototype FEA validation or a representative test cut, not just the durometer call-out.”
Manufacturing Process & Cycle Time
Processing logic for the two materials runs in opposite thermal directions. LSR sends cold liquid into a hot mold; HCR sends warm solid preform into a hot mold. That single difference cascades through every other process choice.
An LSR injection cell pumps Components A and B through a chilled feed section into a static mixer, then into a cold-runner manifold that delivers material to the cavities through valve-gated nozzles. Cold-runner gating is what allows LSR to hold material waste under 1% — every gram leaving the supply drum becomes a part, with no sprue and minimal flash. Cure finishes inside the heated mold cavity in 30–90 seconds depending on wall thickness. Demolding is robotic, and a single operator can supervise four to six cells simultaneously on a 24/7 schedule.
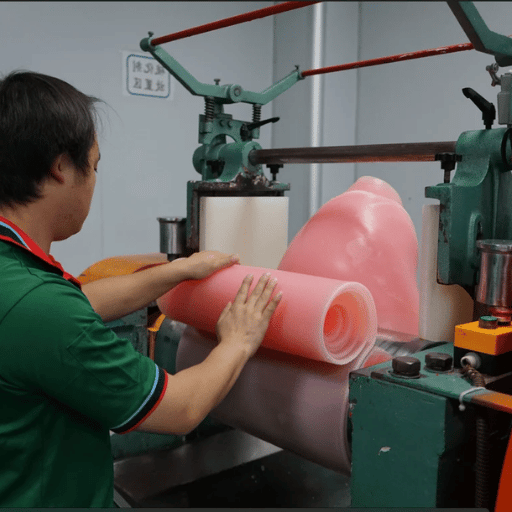
HCR processing routes through a different equipment stack. A two-roll mill softens the gum and blends in catalyst; an operator cuts preforms to weight; either compression molding (preform loaded into open cavities, press closes and heats), transfer molding (preform forced through a sprue under pressure), or — less commonly — injection molding moves the material into the cure step. Vulcanization runs 2–5 minutes for compression and transfer, with hot-air or steam ovens handling the post-cure for peroxide grades. Material loss runs 3–15% from flash, sprue and trim.
Cycle-time delta is the single most underestimated economic input. Converting a compression-molded sanitaryware valve seal to an LSR injection program with a 16-cavity cold-runner mold has been documented to compress an 8-minute cycle to roughly 55 seconds while pushing scrap from around 12% to under 1% — an 89% cycle reduction with corresponding labor and material savings. Engineering teams evaluating that conversion can request a process audit through Engelhardt’s platinum-cured LSR injection molding services for a baseline-versus-LSR cost model.
Cost, Tooling & Production Volume Economics

What makes LSR vs HCR cost comparison tricky is that the two stacks load cost in different places. HCR keeps tooling cheap and loads cost into per-part labor, scrap and post-cure. LSR front-loads tooling and keeps per-part cost low through automation. A workable framework looks at total cost of ownership across the program lifetime, not unit cost in isolation.
| Cost component | LSR injection | HCR (compression / transfer) |
|---|---|---|
| Tooling investment | $15K–$80K (cold runner, multi-cavity) | $3K–$30K (single or low-cavity) |
| Per-part cost @ 1,000 / yr | $0.50–$5.00 | $0.30–$3.00 |
| Per-part cost @ 10,000 / yr | $0.20–$3.00 | $0.40–$3.50 |
| Per-part cost @ 50,000+ / yr | $0.10–$2.00 | $0.50–$4.00 (labor scales) |
| Material waste cost burden | <1% of material spend | 3–15% of material spend |
📐 The 10K–50µm Rule
When a program clears ≥10,000 parts per year AND requires tolerance ≤50 µm (0.05 mm), LSR injection’s higher tooling cost typically amortizes inside 12–18 months and outperforms HCR on every downstream metric — cycle time, scrap rate, labor headcount and dimensional repeatability. Below either threshold, HCR (or compression molding) generally remains the lower total-cost path.
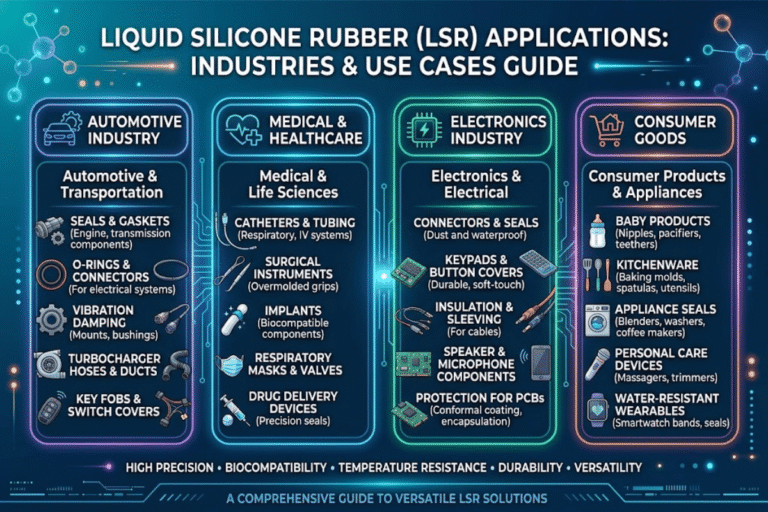
Industry Applications: Where LSR Wins, Where HCR Holds Ground
Different industries weight the trade-offs differently. An application matrix is the most direct way to see where each material tends to dominate based on the requirement that drives the spec.
| Industry | Typical parts | Material that usually wins |
|---|---|---|
| Automotive | Connector seals, gaskets, vibration dampers | LSR (IATF 16949 traceability + −40 to +200 °C) |
| Sanitaryware / Plumbing | Valve seals, O-rings, shower components | LSR for >10K/year programs; HCR for low-volume specialty |
| Medical devices (external) | Wearables, drug-delivery seals, masks, pacifier nipples | LSR (clean processing, ISO 10993) |
| Medical implants | Pacemaker lead coverings, shunts, catheters | HCR retains share — long-validated post-cure path for peroxide grades |
| Electronics | Keypads, EMI gaskets, connector boots | LSR (precision, automation) |
| Industrial & large-format | Diaphragms, bellows, oversize gaskets | HCR compression (tooling cost, large mold size) |
Is LSR body safe?
Platinum-cured LSR is one of the most extensively qualified elastomers for skin contact, mucosal contact and short-term implant use. Standard medical-grade LSR grades carry USP <88> Class VI certification, and suppliers publish ISO 10993-5 (in vitro cytotoxicity) and ISO 10993-10 (skin sensitization) test data with the material. The FDA’s final rule 89 FR 7496 (published February 2, 2024) amended 21 CFR part 820 to align the U.S. Quality System regulation with ISO 13485, reinforcing ISO 10993 as the dominant biological-evaluation framework for silicone medical components. For long-term implant applications the extended ISO 10993 series (genotoxicity, chronic toxicity, implantation studies) applies; manufacturers usually qualify the finished part rather than the raw material alone. [FDA on ISO 10993-1]
LSR vs HCR Decision Framework: Which Should You Choose?
Use the decision tree below to collapse the trade-offs into four sequential questions. Each answer narrows the field; if the path lands ambiguously, the scenario table that follows gives a concrete recommendation.
Decision Tree (4 questions)
- Annual volume? ≥10,000 parts → continue to LSR consideration. <5,000 parts → HCR (compression) is usually the lower TCO path.
- Critical tolerance? ≤0.05 mm → LSR. 0.05–0.15 mm → either, decided by Q3. >0.15 mm → HCR is sufficient.
- Geometry complexity? Thin walls (<1 mm), undercuts, or 8+ cavities → LSR. Simple flat or thick parts → HCR compression.
- Sterilization / biocompatibility path? Needs USP Class VI + ISO 10993 with no post-cure burden → LSR. Existing validated post-cure flow + peroxide HCR acceptable → HCR retains its case.
| Scenario | Recommended process | Why |
|---|---|---|
| 25,000/yr automotive connector seal, ±0.03 mm critical | LSR injection, multi-cavity cold runner | Volume + tolerance both clear the 10K–50µm Rule |
| 2,000/yr custom industrial gasket, ±0.2 mm acceptable | HCR compression molding | Volume too low to amortize LSR tooling; tolerance allows compression |
| 5,000/yr Class III implant catheter component | Platinum-cured HCR with validated post-cure | Existing implantable qualification path; volume below LSR breakeven |
For programs sitting near the decision boundary, a head-to-head DFM analysis of the same part on both stacks usually settles it. Engineering teams comparing routes can review process capability data through Engelhardt’s LSR injection molding capabilities, which run dual LSR and HCR cells in the same facility for direct benchmarking.
Frequently Asked Questions
How much does LSR cost vs HCR per part at scale?
View Answer
At 50,000+ parts per year, LSR injection typically lands at $0.10–$2.00 per part while HCR sits at $0.50–$4.00 because labor scales with HCR.
Can HCR be injection molded like LSR?
View Answer
Yes, HCR can be injection molded with strip-fed presses, but compression and transfer molding remain more common for HCR because the equipment is simpler and the cycle penalty is smaller for low-volume work.
What is the typical cycle time difference between LSR and HCR?
View Answer
LSR injection cures in 30–90 seconds depending on wall thickness, while HCR compression and transfer cycles run 2–5 minutes; converting a part from compression HCR to LSR injection often delivers a 4–8× cycle reduction in production data.
Which silicone is better for medical devices, LSR or HCR?
View Answer
For external and short-term implant applications — wearables, drug-delivery seals, surgical instrument grips — LSR usually wins because Pt-addition cure leaves no extractables and lights-out automation supports clean-room throughput. For long-term implants such as pacemaker lead coverings and catheters, platinum-cured HCR retains significant share because the post-cure path is well-documented and historical qualification data already exists.
Do LSR molds last longer than HCR molds?
View Answer
Properly maintained LSR steel molds (P20, H13, or S136) routinely deliver one to two million cycles before significant rework. HCR compression tools see less abrasive wear per cycle but accumulate flash-channel and parting-line damage that limits practical life to a similar range across high-volume runs.
Can I convert an existing HCR part to LSR without changing the geometry?
View Answer
Most HCR parts can transfer to LSR with minor geometry adjustments — gate location, ejection points and parting-line drafts often need rework even when the wall thickness and overall envelope stay the same. Clearest savings show up when the original part already runs ≥10,000/year and the existing scrap rate from compression flash exceeds 5%; in those cases the converted LSR program typically pays back tooling investment inside 12–18 months. A no-cost DFM review against your current part drawings is the fastest way to test whether the conversion math works for your specific program.
About This LSR vs HCR Analysis
This comparison synthesizes data from RSC Advances (Stricher et al., 2015) on silicone crosslinking topology, Biomedical Silicones (NIH/PMC, 2024) on platinum-catalyzed hydrosilylation, ISO 10993 biocompatibility testing standards, the FDA’s February 2024 final rule on 21 CFR part 820, and production cycle data from 13+ years of dual LSR + HCR molding operations at Engelhardt’s 53,000 m² facility in South China. Where mechanical figures vary by formulation, ranges are reported rather than spuriously precise single values. Reviewed by Engelhardt’s tooling and process engineering team.
References & Sources
- Biomedical Silicones: Leveraging Additive Strategies (2024) — National Library of Medicine / NIH PMC
- Stricher et al., How I Met Your Elastomers — Network Topology to Mechanical Behavior of Silicone Materials — RSC Advances, Royal Society of Chemistry, 2015 (DOI: 10.1039/C5RA06965C)
- Use of International Standard ISO 10993-1, Biological Evaluation of Medical Devices — U.S. Food & Drug Administration; final rule 89 FR 7496 (February 2, 2024)
- ISO 10993-5:2009 — Biological Evaluation of Medical Devices, Part 5: Tests for In Vitro Cytotoxicity — International Organization for Standardization
- ISO 10993-10:2010 — Tests for Skin Sensitization — International Organization for Standardization
- USP <88> — Biological Reactivity Tests, In Vivo (Class VI) — United States Pharmacopeia
- ASTM D412 — Standard Test Methods for Vulcanized Rubber and Thermoplastic Elastomers, Tension — ASTM International
- ASTM D2240 — Standard Test Method for Rubber Property — Durometer Hardness — ASTM International
- ASTM D395 — Standard Test Methods for Rubber Property — Compression Set — ASTM International
![Silicone Overmolding: Multi-Material LSR Design Guide [2026]](https://meitu-engelhardt.com/wp-content/uploads/2026/04/0-8-768x512.png)