
Get in Touch with Engelhardt

Custom EPDM Molding — Engelhardt
EPDM Rubber Molding
— Custom Weather-Resistant Rubber Parts
Injection, compression and transfer molding of EPDM rubber parts designed to withstand ozone, UV and decades of temperature cycling – constructed within ISO 9001 and IATF 16949 quality systems.
Request A Quote
Reply
≤ 24 h
· Tooling Owned By You
REF / 001

Service Range
−50°C → +150°C
Processes
3 processes
Injection, compression & transfer molding under one roof
Hardness
30–90 Shore A
EPDM hardness range, sulfur- or peroxide-cured
Temperature
−50°C to +150°C
Continuous EPDM service temperature
Capacity
40+ presses
Vulcanizing capacity, ~2,000 tons of rubber per year
Tolerance
RMA A1–A4
Tolerance grades to match part criticality and budget
Quality
ISO 9001 & IATF 16949
Quality systems, in-house material & dimensional lab
Field Performance
Built for the field:
EPDM seals and gaskets that resist ozone cracking where standard rubber fails.Sourcing Model
Sourcing made predictable:
transparent tooling, lead-time and mold-ownership terms before you commit.For Engineers · Procurement · Management
Why Standard Rubber Fails Outdoors — And How EPDM Molding Solves It
A weatherseal which appear at installation to be functioning correctly, may experience a surface craze attack that becomes evident after 18-24 months of outdoor weathering; and a failed seal never fails gracefully – on the contrary, it leaks water, pulls a warranty claim and halts production to replace. That failure mode is exactly what EPDM injection molding is engineered to remove — at the design stage, not after the part is in the field.
Cause / 01

The root cause is chemistry.
Even our most all-round rubbers possess unsaturated double bonds within the polymer backbone, and atmospheric ozone reacts solely with those bonds – the damage you observe is the visible manifestation of an invisible reaction. EPDM (ethylene propylene diene monomer) is different: its saturated backbone provides ozone with nothing to bond to, which is why this same material is used as a single ply rubber roofing membrane with a lifespan of 30-50 years.
Solve / 02

That same property is what we engineer into molded parts.
Whether your component is produced by injection, compression or transfer molding, the EPDM compound is selected and cured to hold its sealing force across a continuous service window of roughly −50°C to +150°C, and to shrug off UV, steam, water and polar chemicals such as glycol-based brake fluid. That mix of heat resistance and weatherability is why EPDM dominates outdoor applications. The proof is in where EPDM is specified by default — outdoor automotive weatherseals, HVAC gaskets, and potable-water components — applications no engineer would trust to a rubber that cracks on contact with sunlight.
Honest Limits
There is one disadvantage which must be acknowledged honestly, for lack of integrity achieves nobody: EPDM is unsuitable in vicinity to petroleum oils, gasoline and aromatic hydrocarbons, as it will swell. If your application is exposed to engine oil or fuel, nitrile or fluoroelastomer is the better choice, and this advice will be given before tooling is committed. For everything weather-, water- and temperature-driven, EPDM rubber molding is the material decision that pays back over the life of the part.
Next Step // DFM Review
Unsure if EPDM will meet your environmental requirements?
Send Us A Drawing For A Free DFM Review
Primary: Engineers · Secondary: Procurement (RFQ Matching)
EPDM Injection Molding, Compression & Transfer — Processes & Capabilities
The order of selecting the process prior to designing the part is one of the worst mistakes in custom rubber part procurement – it guarantees a tooling cost and a part cost that may be prohibitive at your expected volume. How do we avoid such an error? The cause is easy to understand: every process comes with its own tooling requirement and production cycle time, and the one which is cheapest for the application is entirely specific to your planned production volume. Engelhardt runs all three EPDM molding processes in-house, so the process is matched to your part rather than to whatever a single-process shop happens to own.
Proc / 01
High Volume · Tight Tolerance
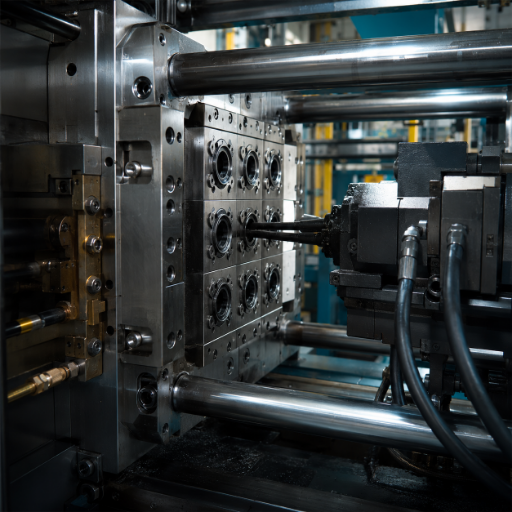
EPDM Injection Molding
Heated EPDM is injected under pressure into each mold cavity of a closed, multi-cavity steel tool. Cycle times run in seconds, surface finish is clean, and fine detail and tighter tolerances repeat part after part.
- Best for runs above ~5,000 pieces
- Lowest per-part cost at volume
- Higher tooling investment
Proc / 02

Large Parts · Lower Tooling
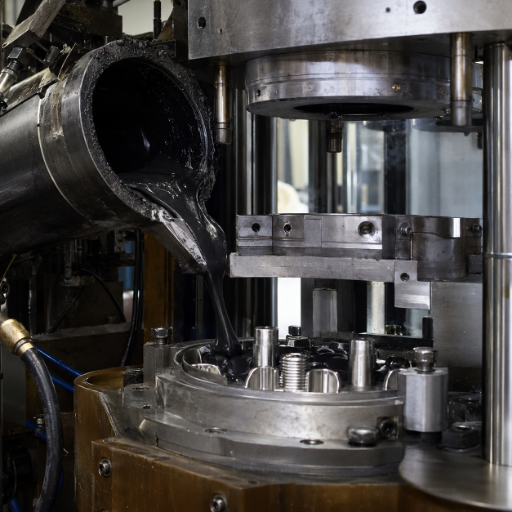
EPDM Compression Molding
A known EPDM charge can then be cured using heat and pressure in a simpler mould. Tooling is the least expensive of the three processes suitable for larger/wall thicker parts with lower levels of annual output.
- Best for large, simpler geometries
- Lowest tooling cost to start
- Longer cure cycles; flash trimming required
Proc / 03
Bonded Inserts · Mid Volume
EPDM Transfer Molding
In transfer molding, EPDM is moved from a pot into a closed cavity. The closed cavity and lower injection pressure protect delicate metal inserts, so transfer molding is the right call for rubber-to-metal bonded parts.
- Best for parts with metal inserts
- Tighter dimensions than compression
- Mid-volume sweet spot
Data Layer
Process Decision Matrix & Plant Capability
Use the matrix below to sanity-check injection, transfer or compression molding against your part before you ask for a quotation. These are selection guides, not hard lines – a borderline part should be checked with our tooling engineers.
TAB / 01
Process Decision Matrix
Compression · Transfer · Injection
Active
TAB / 02
Engelhardt EPDM Molding Capability
Hardness · Cure · Tolerance · Bonding
View
Process selection guidance for custom EPDM molded parts. Cost crossover figures: industry sources place injection molding’s economic break-even near 5,000 units. See References.
| Selection Factor | Compression | Transfer | Injection |
|---|---|---|---|
| Typical annual volume | Up to ~5,000 | ~2,000–50,000 | 50,000+ |
| Relative tooling cost | Lowest | Moderate | Highest |
| Cure / cycle time | 2–10 min | Minutes | Seconds |
| Best part profile | Large, thick, simple | Bonded metal inserts | Small, complex, thin-wall |
| Achievable tolerance grade | RMA A3–A4 | RMA A2–A3 | RMA A1–A2 |
| Per-part cost at volume | Higher | Moderate | Lowest |
| Parameter | Capability |
|---|---|
| Processes | Injection, compression, transfer molding |
| EPDM hardness (durometer) | 30–90 Shore A (40/50/60/70/80 standard) |
| Cure systems | Sulfur-cured and peroxide-cured EPDM |
| Tolerance grades | RMA A1 (high precision) to A4 (basic) |
| Rubber-to-metal bonding | Supported via transfer molding |
| Classification reference | ASTM D2000 line call-out |
Capability claims only matter when they are specific, so here is what stands behind an EPDM order at our plant. Our rubber operation runs more than 40 vulcanizing presses with an annual output near 2,000 tons of molded rubber, fed by a computer-controlled batching system so that every EPDM rubber compound is mixed to the same recipe before vulcanization. Tooling is designed and cut in a dedicated 3,600 m² mold workshop using CNC, EDM and deep-hole drilling equipment, and finished parts pass through frozen, automatic or hand trimming depending on geometry. Dimensional control is specified against RMA drawing-designation grades A1 through A4, so a critical sealing surface can be held to a precision grade while a non-critical face is quoted at a commercial grade — you pay for tight tolerances only where the part actually needs them.
“
On EPDM the curing window does more for part quality than the press does. We verify scorch time and cure rate on a moving-die rheometer for every compound batch — an under-cured EPDM seal can pass a visual check and still lose compression force a year into service.
— Engelhardt Rubber Engineering Team
Primary: Engineers + Management · Secondary: Procurement (Cost)
EPDM vs. Other Molding Elastomers — Material Selection
Selecting the incorrect elastomer is a lurking failure that emerges months after launch, when a seal initiates cracking, swelling or hardening in service- by then the tooling is machined and the cost of the error is greatly inflated. This comes down, nearly always, to a single mismatch between the part’s operating environment and the elastomer’s chemical makeup. The comparison below puts EPDM next to the rubbers it is most often weighed against, using concrete property ranges rather than subjective “good / better / best” comparisons, so engineers can make a selection on data.
Indicative elastomer property comparison for molded parts. Values are typical industry ranges and vary by specific compound — see References.
| Property | EPDM | Neoprene (CR) | Nitrile (NBR) | Silicone (VMQ) | Natural Rubber |
|---|---|---|---|---|---|
| Service temperature | −50 to +150°C | −40 to +110°C | −30 to +120°C | −60 to +230°C | −50 to +80°C |
| Ozone / UV resistance | Excellent | Good | Poor | Excellent | Poor |
| Water / steam resistance | Excellent | Good | Fair | Good | Fair |
| Petroleum oil resistance | Poor | Good | Excellent | Fair | Poor |
| Relative material cost | Low | Moderate | Moderate | High | Low |
| Best-fit environment | Outdoor, water, weather | General-purpose | Fuel / oil contact | Extreme heat | Dynamic / abrasion |
Rating Scale
Excellent
Good
Fair
Poor
Read across one row and the logic is obvious.
EPDM and silicone both lead on weather resistance, shrugging off ozone and UV, however they do so at a substantially increased compound price – so for outdoor components that are not exposed to sustained high temperatures, EPDM provides the weatherability characteristics at a fraction of the cost. Nitrile scores a conclusive victory on petroleum oil, and therein lies the reasons for not specifying EPDM for fuel-exposed parts. For weather-exposed, water exposed, and temperature-cycled components, EPDM provides the longest service life per dollar of compound – and that cost advantage is magnified over a production run of tens of thousands of parts.
Spec Match // Comparison Guide
Want this matrix applied to your exact operating conditions?
Get The EPDM vs. Neoprene Comparison Guide
Primary: Management · Secondary: Engineers (Technical Validation)
EPDM Molded Parts In The Field — Applications & Industries
The fastest way to confirm a material choice is to see where the part already earns its keep. EPDM became the default elastomer in these industries because the alternative — replacing cracked seals on a maintenance cycle — is more expensive than specifying the right rubber once. Engelhardt molds EPDM rubber parts across the application areas below.

Sector / 01
Automotive & Transport
Read More
Weatherstripping, body and door seals, cooling-system hoses, glycol-based brake-system components, bumper strips and vibration dampers- elements that weather road salt, ozone and temperature fluctuations. Nitrile is recommended for these tasks where contact with engine oils is relevant, and this differs from the EPDM compounds specified here.

Sector / 02
HVAC & Building
Read More
Door and window gaskets, grommets, insulation tubing, curtain-wall seals and expansion-joint profiles. Through condensation cycling and the wide indoor-to-outdoor temperature gradient typical of building systems, EPDM keeps its seal.

Sector / 03
Plumbing & Water
Read More
O-rings, gaskets and seals for water systems, including potable-water service where EPDM compounds can be formulated to meet NSF/ANSI and FDA 21 CFR 177.2600 requirements. EPDM also resists steam to roughly 120°C continuous.

Sector / 04
Electrical & Industrial
Read More
Motor insulation, connector seals, cable-jacket articles and motor-bellows. Ozone emanating from electric motors accelerates the deterioration of many rubbers, hence the specification of electric-motor enclosure-molded EPDM bellows.
Across all of these, the molded part types are consistent — seals, gaskets, O-rings, grommets, bushings, diaphragms, bellows, washers and weatherstrip profiles — and each can be produced by the molding process matched to its volume and geometry, as covered above.
Service Life Economics
Why EPDM Pays Back Over The Part Life
We do not publish a one-size-fits-all ROI percentage, because the real number depends on your duty cycle and replacement labor. What field experience consistently shows is the direction of the result:
30–50 yr
EPDM service life in single-ply roofing membrane
Ozone-Stable
Saturated backbone resists the cracking that retires standard rubber early
Lower vs. Silicone
Comparable weatherability at a materially lower compound cost
The performance referenced emphasizes the behavior of broad industry-standard EPDM material data, not projection of an individual part. (Ask for an application-specific analysis of your part).
Trusted By
Engelhardt supplies molded rubber, plastic and hardware components to manufacturers including American Standard, Kohler, Oatey, Amphenol and SFA — buyers whose own quality requirements set the bar our EPDM parts are produced to.
Volume Quote // Annual Forecast
Have a target volume in mind?
Get A Quote Based On Your Annual Volume
Primary: Procurement · Secondary: Engineers (Standard Applicability)
Quality, Testing & Certifications
The most common single source of disappointment when engineering-custom rubber is that people find out after the first run that the approved sample does not match mass-production quality. How does this happen? Sometimes it results from a supplier that has a quality system that requires only certification on the wall. Engelhardt’s solution is a quality system you can verify before you write the check- certificates with numbers you can verify, a sample-approval step that is binding, and our in-house lab that tests the EPDM compound and the dimensions.
Cert
01
01
Quality Mgmt
ISO 9001
Quality management system
Cert
02
02
Automotive Tier
IATF 16949
Automotive quality standard
Spec
03
03
Material Standard
ASTM D2000
EPDM line call-out classification
Gate
04
04
Pre-Production
T0 / T1 Samples
Binding pre-production approval
Verification Layer
Behind The Certificates — What The Lab Actually Catches
IATF 16949 matters here beyond the automotive label — it is a discipline of traceability and process control that raises the floor for every EPDM part we mold, not just the automotive ones.
Behind the certificates, our testing center runs the instruments that actually catch problems before they ship: a Mooney viscometer and moving-die rheometer to confirm EPDM compound cure behavior, a material testing machine for tensile and elongation, a salt-spray chamber and heat-aging ovens for durability, and an optical projector for dimensional verification against your drawing.
In-House Test Instruments
- / 01 Mooney Viscometer EPDM scorch / viscosity
- / 02 Moving-Die Rheometer Compound cure behavior
- / 03 Material Testing Machine Tensile & elongation
- / 04 Salt-Spray Chamber Corrosion durability
- / 05 Heat-Aging Ovens Long-term durability
- / 06 Optical Projector Dimensional verification
“
We treat the T0 and T1 sample as a contract, not a courtesy. If a customer signs off on a first-article EPDM part, that signed sample is the reference every production lot is measured against – it is the most reliable predictor of production quality there is.
— Senior Quality Engineer At Engelhardt
Practical Takeaway // Procurement The practical takeaway for a procurement team evaluating an overseas EPDM molder: ask for the certificate numbers and verify them with the registrar, and insist on a binding first-article sample. A supplier who welcomes both is telling you something a brochure cannot.
Audit Pack // Verification Bundle
Auditing a new EPDM supplier?
Download Our Full Compliance Documentation
Primary: Procurement · Secondary: Management (Budget Approval)
§ 07 Sourcing EPDM Molded Parts — Tooling, Lead Time & MOQ
Most custom rubber molding pages stop at “contact us for a quote.” That silence is where sourcing risk hides – buyers report the same mold quoted from $30k to $200k across vendors, and budgets blow up not on the part price but on the costs nobody named upfront. The reason is opacity, so we are naming the cost structure plainly. We are not publishing a price list, because an honest EPDM quote depends on your part; we are showing you what drives it so there are no surprises.
§ 01
What Drives The Cost Of An EPDM Molding Project
Ref.
Cost Item
What It Covers
Type
A · 01
Tooling (one-time)
Cavity count, mold steel, part complexity and the molding process chosen. Compression tooling starts lowest, injection tooling starts highest investment and pays back through low per-part cost at volume.
One-Time
CAPEX
CAPEX
B · 02
Per Part Cost
EPDM compound, cure system, part weight, cycle time and the tolerance grade you specify – an RMA A1 part costs more to hold than an A3 part.
Per Unit
Recurring
Recurring
C · 03
Project Costs
DFM review, T0/T1 sampling and validation, finishing and trimming, and logistics. These are real and we quote them openly rather than letting them surface later.
Operational
Scoped
Scoped
§ 02
Lead Time, Broken Into Its Two Real Parts
“Lead time” confuses two different clocks, and conflating them is how schedules slip.
Clock A
Tooling Lead Time
Clock B
Production Lead Time
Project Timeline →
Kickoff
Handoff Point
Production
Reorder Cycle
We quote them separately so your project plan reflects reality, and the DFM review and any prototyping happen before production tooling is cut – catching a moldability issue on a drawing costs minutes, catching it in cut steel costs weeks.
§ 03
Mold Ownership — Settle It Before The PO
Sourcing Document // Ownership Clause
Ref. ENG-MOLD-OWN-V2026
Get This In Writing.
One documented dispute saw a buyer spend nine months in mediation over a $47,000 mold because the original purchase order never stated who owned the tooling.
Engelhardt Standard Clause
With Engelhardt, tooling paid for by the customer belongs to the customer, and that term is written into the quote — not left to assumption.
It is a one-sentence clause that removes a genuine sourcing risk.
§ 04
What To Send For An Accurate Quote
01
Geometry
Part Drawing or 3D CAD Model
Part drawing or 3D CAD model, with critical dimensions and the tolerance grade flagged.
02
Material Spec
Hardness & Standard Call-Out
EPDM hardness target (Shore A) and any standard call-out, such as an ASTM D2000 line or a NSF/FDA requirement.
03
Volume
Estimated Annual Volume
Estimated annual volume – this is what allows us to match the molding process and quote honestly.
04
Environment
Application & Operating Environment
Application and operating environment, so we can confirm EPDM is the correct elastomer before tooling.
Honest Cost Comparison
On the question of overseas sourcing cost: industry sourcing data shows that molded-part production in our area is generally significantly below the U.S. domestic price, but the real hidden cost – freight, duties, rework, and communication overhead – are real and should be estimated. Our view is simply to reveal the cost in the quote so you can do a genuine-cost comparison.
Next Step // Quotation Request
Request A Quotation
Contact Engelhardt with the four items above for a quotation based on your application details.
EPDM Engineering Toolkits & Calculators
For All Buyers
EPDM Rubber Molding FAQ
08
Frequently Asked
Questions Indexed
Questions Indexed
Q · 01
Can EPDM Be Injection Molded?
A
Yes. The process is mature – heated EPDM is injected into a closed steel mold and vulcanized. It also works with compression and transfer molding, and the process is chosen for volumes and shapes, not material limitations.
Q · 02
Is EPDM A Rubber Or A Plastic?
A
EPDM is a synthetic rubber – an elastomer. It is also called ethylene propylene diene monomer. Like other rubber compounds, it is soft and compressible and resilient after deformation, and it is vulcanized (cured) during molding, not a thermoplastic.
Q · 03
What Are The Disadvantages Of EPDM?
A
Its only major weakness is limited fuel/oil/gasoline/ aromatic hydrocarbon chemical resistance – EPDM cannot tolerate these – it swells. For those uses, a nitrile or a fluoroelastomer is better; for weather/steam/water/ozone, EPDM is good.
Q · 04
Which Is Better, Viton Or EPDM?
A
Neither. It depends on the application environments they excel in – Viton (FKM) is very good with fuels, oils and very high heat; EPDM is great with weather, ozone, water, steam and cost. You pick by what the part actually contacts; we will confirm fit during the DFM review.
Q · 05
What EPDM Parts Can Be Molded?
A
Typical molded EPDM applications include seals, gaskets, O-rings, grommets, mountings, diaphragms, bellows, washers and weatherstrip profiles – injection, compression or transfer molded as needed by volume and the use of metal inserts.
Q · 06
What Is The Temperature Range Of EPDM Rubber?
A
EPDM holds a continuous service temperature of roughly −50°C to +150°C, with specific grades performing beyond that range. It stays flexible in cold and resists heat aging — one reason it is specified for outdoor and HVAC parts.
Q · 07
How Do I Get An Accurate EPDM Molding Quote?
A
Send a part drawing or a CAD model with tolerances designated, your target EPDM hardness and a standard call-out if you have one, and your estimated annual volume. Those four inputs allow us to select the molding process and estimate tooling and part cost honestly with mold ownership right in the quote.
Q · 08
What Tolerances Can EPDM Molded Parts Hold?
A
Dimensional tolerances based on RMA generic drawing-qualification grades from A1 (high accuracy) to A4 (economic). Tighter grades require more controlled tooling and measurement, so suggest a commercial grade but specify A1 only where tight tolerances are critical.



