Get in Touch with Engelhardt





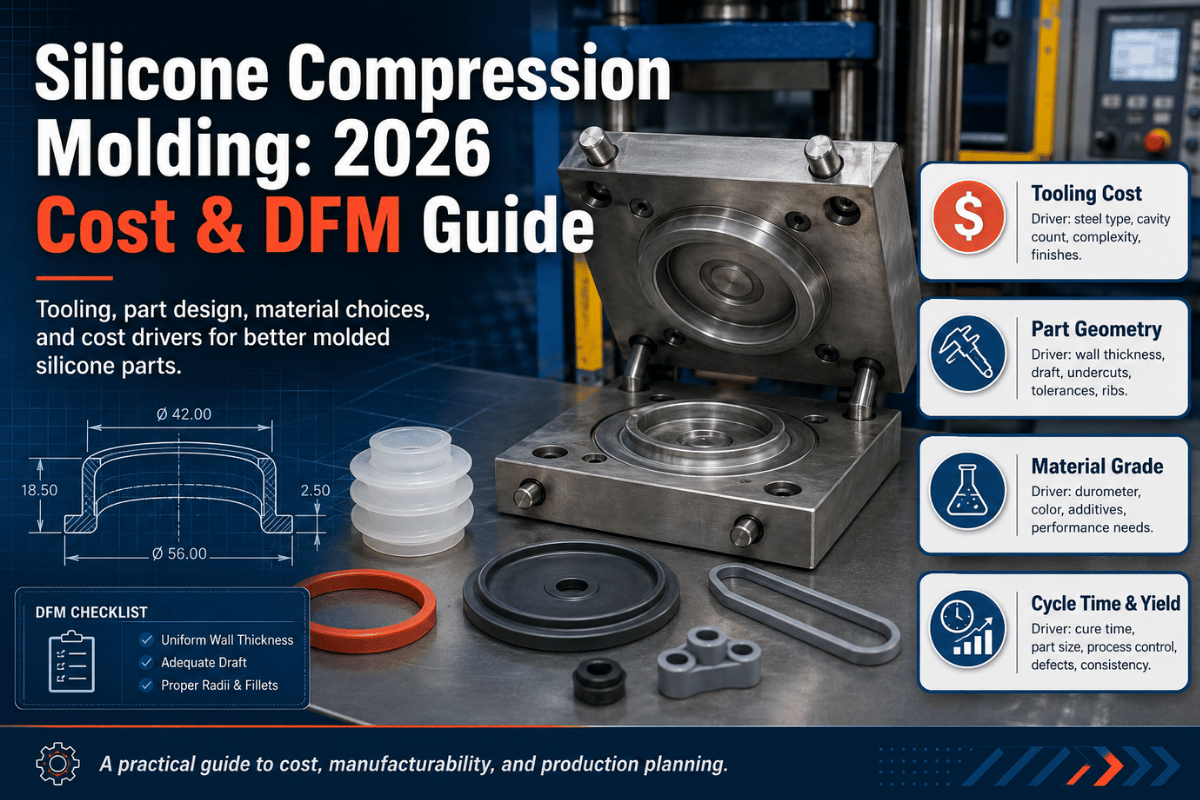
Silicone compression molding is a thermoset molding process that presses a weighed charge of uncured solid silicone into a heated cavity and cures it to shape. It’s the workhorse for low- to mid-volume gaskets, seals, grommets, keypads, and thick sections — and the process where buyers either win big or quietly lose the margin to flash, cold seams, and tooling that never amortizes. This guide covers how it works, which grade & durometer to specify, what tolerances you can really hold under ISO 3302-1, and where compression beats or loses to injection molding on cost.
Quick Specs, Silicone Compression Molding
| Material | Solid HCR / HTV silicone gum (not LSR) |
| Durometer range | 20–80 Shore A (±5 Shore A tolerance) |
| Cure / cycle | ~170–200 °C; 1–5 min (thicker = longer) |
| Dimensional tolerance | ISO 3302-1 Class M1 (0.15 mm) – M2 (0.20 mm) @10–16 mm |
| Service temperature | −50 °C to +250 °C standard (specialty to +300 °C) |
| Economic volume | ~50–5,000 parts (process-dependent) |
| Typical tooling | $1,000–$20,000; first articles in 7–12 days |
What Is Silicone Compression Molding?

Silicone compression molding works like this: a pre-weighed slug of uncured solid silicone is placed into a heated cavity, the tool is clamped shut, and heat (around 170–200 °C) plus pressure vulcanize the silicone into the cavity shape. That cure is a one-way chemical crosslink — once set, the part can no longer be re-melted. It is the workhorse for low-to-medium volume gaskets, seals, grommets, keypads, and thicker cross-sections, where tooling cost matters more than cycle speed.
Because there are no runners and the pressures are low, tooling stays cheap and first articles come fast. That is exactly why a 2,000-piece silicone seal run usually lands on a compression press instead of an LSR injection mold — the injection tool would never pay back its cost at that volume. Its trade-off is a parting line that has to be de-flashed and a cure that lives or dies on dwell time, which is where the rest of this guide focuses.
Can silicone be compression molded?
Yes — solid silicone is routinely compression molded. In its high-consistency rubber (HCR) or high-temperature vulcanized (HTV) form, it is the grade most commonly used for the process, well suited to lower volumes, longer cycle times, and parts that must hold a firm, solid shape once cured. Best-fit parts include gaskets, seals, grommets, silicone keypad contacts, and thick-walled sections — a class that extends to precision sealing geometries documented in granted patents such as US 9,943,146 B2.
How the Compression Molding Process Works, Step by Step
A compression-molded silicone part usually fails because of a mistake in one of the five steps of a normal molding cycle, not because the process itself is unreliable. Each step — slug weighing, loading, clamping and heating, cure dwell, and de-flashing — has to be controlled in sequence. Here is the actual cycle as run on a silicone molding press:
The Compression Molding Cycle
- Slug weigh. A charge of uncured silicone is weighed to each cavity. Too much creates excess flash; too little starves the fill and risks an under-packed corner.
- Load. The slug is placed in the lower cavity, and the step repeats per station on a multi-cavity tool.
- Clamp & heat. The press closes; clamp tonnage (typically 50–300 t on silicone presses) plus mold heat force the silicone into every recess of the cavity.
- Cure dwell. The part is held at temperature for a precisely controlled dwell — the single most important variable. Cure too short and the core stays under-cured.
- De-flash. The part is removed and parting-line flash is trimmed on manual, cryogenic/frozen, or automatic de-flashing lines.
📐 Engineering Note
Consistent, accurate weighing of each slug for each cavity on a run of 20K parts makes all the difference in whether or not the parts meet spec. For example, our automated slug weighing controls fill and flash within each cavity from 1 to 20K; you simply dial-in your fill setting then let our machine weigh and deliver slug material before each cure cycle begins.
What is compression molding used for?
Reach for compression molding whenever a thermoset elastomer needs an even cure through a thick wall: silicone seals and gaskets, vibration grommets, keypad membranes, electrical insulators, switch boots, sanitary seals, and food-contact cookware governed by 21 CFR 177.2600. It’s also the cheapest way to get a usable rubber prototype, since the tooling runs a small fraction of an injection mold.
Silicone Materials & Durometer Selection

One of the most common — and most expensive — early mistakes is failing to pin down the material. Plenty of shops compression-mold solid “gum” silicone (engineers call it HCR, high-consistency rubber, or HTV, high-temperature vulcanized), which cures to shape under heat and pressure rather than getting injected like a two-part liquid. So don’t assume the grade a press shop quotes is the one your part needs. Read the durometer list: if it shows “LSR,” that’s a liquid injection material, not a compression grade. The two aren’t interchangeable.
| Silicone grade | Type / process | Durometer | Service temp | Best-fit parts |
|---|---|---|---|---|
| General-purpose HCR / HTV | Solid gum; compression | 20–80 Shore A | −50 to +250 °C | Gaskets, seals, thick sections |
| High-tear HCR | Solid; compression | 30–60 Shore A | −50 to +250 °C | Thin-wall seals, diaphragms |
| Food-grade HCR | Solid; compression | 30–70 Shore A | −50 to +230 °C | Kitchenware, food-contact gaskets |
| Medical-grade (platinum-cure) | Solid; compression | 30–70 Shore A | −50 to +200 °C | Medical seals, diaphragms |
| Fluorosilicone (FVMQ) | Solid; compression | 40–70 Shore A | −55 to +200 °C | Fuel/fluid-resistant seals, aerospace |
| Flame-retardant (UL 94) | Solid; compression | 40–80 Shore A | −50 to +230 °C | Electrical insulation, switch boots |
| Electrically-conductive | Solid; compression | 40–70 Shore A | −40 to +200 °C | EMI gaskets, keypad contacts |
| High-temperature HCR | Solid; compression | 40–80 Shore A | −50 to +300 °C | High-heat seals, ducting |
| Phenyl (low-temp) | Solid; compression | 30–60 Shore A | −90 to +200 °C | Cryogenic / aerospace seals |
| Liquid silicone rubber (LSR) | 2-part liquid; injection | 10–70 Shore A | −50 to +200 °C | High-volume, thin-wall, fine detail |
“Hardness” — also called “durometer” — is a service-life and quality decision, not a price one. Hardness on a molded silicone part typically holds to about ±5 points Shore A per ASTM D2240, so you can’t pick a durometer on cost alone. Every grade in this table suits compression molding except the last row; only the liquid silicone rubber (LSR) in that final row is an injection material.
For food and medical contact, the grade has to be backed by compliance documentation, not a verbal assurance. U.S. food-contact rubber and silicone articles for repeated use are governed by 21 CFR 177.2600, and the FDA’s Food Contact Substance inventory lists silicone elastomers cleared under that section. Ask the molder for the specific compliance statement tied to your application before tooling is cut.
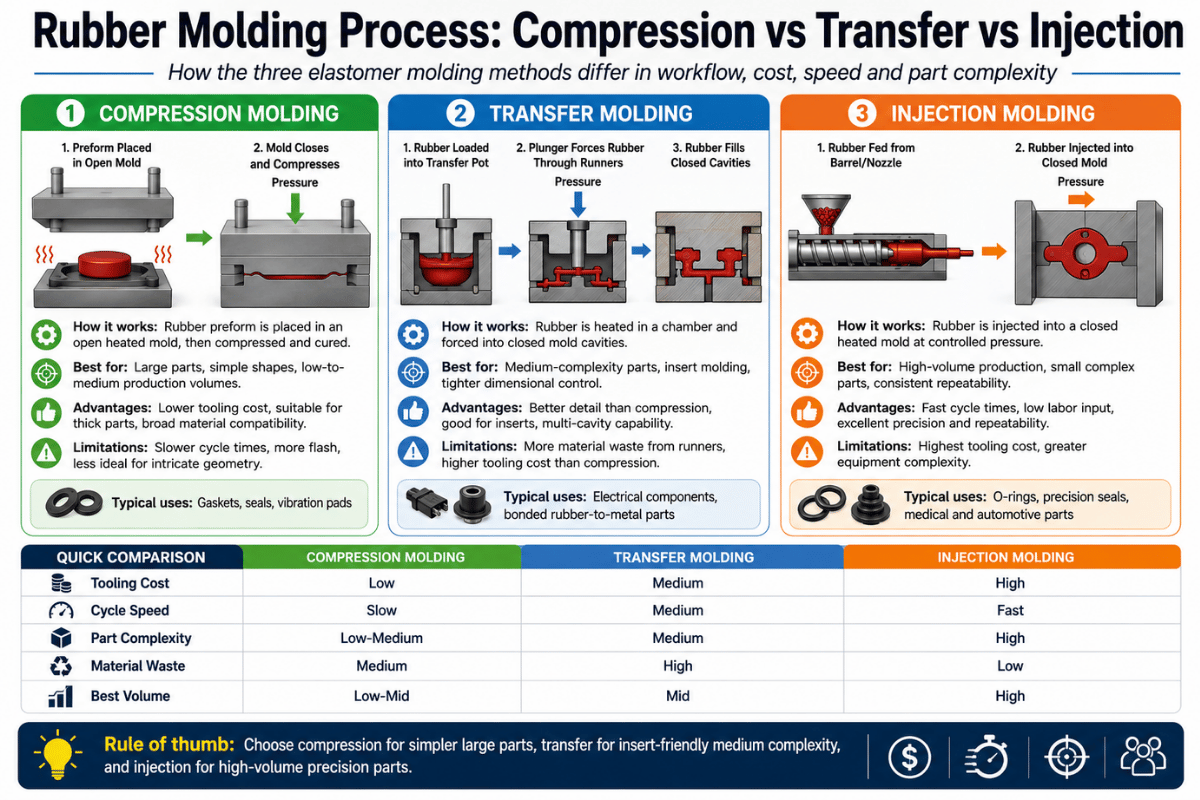
Compression vs Transfer vs LSR Injection, Which Should You Choose?

There’s rarely a single cheapest answer. “Which process costs the least, all else equal?” is the question we hear most — but all else is never equal, especially when you’re planning an elastomeric part. What follows lays out the price-performance table stakes, then a simple decision rule that protects your budget.
| Factor | Compression | Transfer | LSR Injection |
|---|---|---|---|
| Cycle time | 1–5 min | 2–5 min | 10–60 sec |
| Typical tooling | $1,000–$20,000 | $3,000–$25,000 | $3,000–$100,000+ |
| Economic volume | 50–5,000 | Mid-volume | 5,000–1,000,000+ |
| Part complexity | Low–medium | Medium, inserts OK | High, fine detail |
| Parting-line flash | Present — trimmed | Minor | Minimal |
These ranges are published industry benchmarks; your quote depends on cavity count, part size, durometer, and compound.
The 5,000-Part Cost Crossover
Here is the rule worth remembering: below roughly 5,000 parts, compression molding usually carries the lower total cost, because the tool is far cheaper to build. Above that, LSR injection’s 10–60 second cycle starts to offset its tooling premium through saved labor and throughput. Thick sections and high-temperature HCR grades pull the crossover in compression’s favor at almost any volume, because injection struggles to cure a heavy wall without leaving an under-cured core.
Worked example: say a 30 mm silicone seal needs 3,000 pieces. A simple compression tool at about $4,000 with a 3–4 minute cycle beats an LSR mold at about $25,000 — the injection tool would need a very long run to pay back the extra ~$21,000 in tooling. Flip the part to 150,000 thin-wall grommets a year, and the math inverts: injection’s seconds-long cycle wins on labor despite the tooling.
⚠️ The contrarian truth: compression tooling isn’t always cheaper
The “compression molds are always cheap” rule of thumb falls apart on precision multi-cavity work. Experienced moulders say it plainly: rubber molds are not always cheaper or simpler than injection molds, and a tight-tolerance, high-cavity-count compression tool can cost as much as a simple injection mold. Real cost is driven by cavity count and precision, not the process label. Budget on your part’s tolerance and cavitation — the ISO 3302-1 class you actually need — not on a slogan.
Compression molding vs injection molding for silicone, which should I choose?
Volume and geometry get you most of the way, and a quick cost sanity-check usually settles it: under about 5,000 parts or for thick walls, compression wins; for high-volume thin-wall work, LSR injection wins. Treat this as a first pass through the map, not the final call — that comes only with a DFM review of your actual part.
Process-Cost Selection Matrix
- Under ~5,000 parts, simple-to-medium geometry → compression molding (low tooling cost, fast to first article).
- Thick-walled or large cross-section → compression molding (even cure through heavy sections).
- High volume, thin-wall, fine detail → LSR injection molding (short cycle amortizes the higher tooling cost).
- Metal inserts / encapsulation → rubber transfer molding (closed mold protects insert position).
- Prototype or design validation → compression molding (cheap tooling, quick iteration).
Tolerances, Flash & the Defects Engineers Raise Most

Getting Tight(ish) Tolerances: If precision matters, a general dimensional tolerance on your compression-molded parts is guided by a standard known as ISO 3302-1. That standard sets four tolerance classes, from M1 (precision) to M4 (general), and you should pick the class you need before the tooling is cut, not after the first part disappoints.
| Class | Grade | Tolerance @10–16 mm | Typical use |
|---|---|---|---|
| M1 | Precision | ±0.15 mm | Sealing faces, ribs, bosses |
| M2 | High | ±0.20 mm | General precision features |
| M3 | Medium | Intermediate | Non-critical dimensions |
| M4 | General | ±0.80 mm | Coarse, low-cost parts |
Keep the Shore A Soft (or not): Hardness tolerances on compression-molded silicone parts run about 5 points in Shore A. Specialty shops may promise tight ‘feature’ tolerances – 0.02 to 0.1mm – by using hardened steel and location pins, but you should stick to referencing the ISO class (per ISO 3302-1) in your drawings.
The defect engineers raise most: cold seams
On manufacturing forums, that warning is real: badly managed compression molding can leave small “cold seams” — spots where the silicone was poorly packed or the cure didn’t complete — and those areas can trap bacteria, a genuine problem in medical and food-grade silicone. Slug weighing, deliberate placement of the charge in the cavity, and an approved cure profile (not hope) are what eliminate the risk.
The 3 Cure-Discipline Levers
- Mold Design: Parting line, vents and cavity balance all determine flash thickness and fill – a poorly designed mold never gives a good part.
- Compound Matters: Cure profile (temperature, dwell time and pressure) has to match the specific silicone compound- over-curing can be a primary cause of cold seams, and of “high compression set”.
- Flash Control: Every silicone part has to be de-flashed. We can do that the right way- consistency, from start to finish.
What are the disadvantages of compression molding?
But it’s Not Perfect… There are three honestly annoying reasons: The part cycle time is in minutes- so labor cost is greater on high volume; De-flashing means an added step; Very fine feature detail and thin sections can be difficult to fill with compression’s low pressures. (But these don’t have to matter on the right part.)
✔ Advantages
- Low tooling cost ($1k–$20k), fast first articles
- Even cure through thick / heavy-wall sections
- Low residual stress; little material waste
- Cheapest route to a functional rubber prototype
⚠ Limitations
- Slow cycle (1–5 min) → higher labor at volume
- Parting-line flash requires de-flashing
- Struggles with ultra-thin walls / fine detail
- Cure discipline is non-negotiable for medical/food parts
Tooling Cost, MOQ & Lead Time
The hidden quote killer: Where do custom silicone quotes most often go off the rails? Not with unit price. Rather, in line items the quote leaves out (secondary ops, testing, rework, and certifications such as 21 CFR 177.2600 compliance). A quoted 30% advantage will vanish with these.
| Tooling type | Typical cost | Lead time |
|---|---|---|
| Simple silicone compression mold | $1,000–$5,000 | 2–4 weeks |
| Complex / multi-cavity mold | $5,000–$20,000 | 4–8 weeks |
| First-article samples + inspection | Quoted with tooling | 7–12 days |
| Production run | By volume & durometer | Per project |
For context, injection molds span $100 (3D-printed, low-volume) to $100,000+ for complex multi-cavity tools, which is why low-volume silicone work stays with compression molding.
💡 Pro Tip — line items to demand on the quote
To quote you best: We itemize tool cost, de-flash method, any testing/certifications, and Minimum Order Quantity on every quote. We always itemize on four separate lines-so nothing is ‘a surprise’ down the road. If a shop can’t quickly itemize all of these… they’ll probably try to quietly bundle then re-charge them later.
What Parts Suit Compression Molding? Six Part Families

Engineers reach for silicone where other elastomers crack: it stays flexible from −50 to +250 °C, resists aging, and is inert to almost any chemical. Six part families cover most compression-molding work, each driven by a different priority — tolerance, cost, or compliance.
- Medical & lab — seals, gaskets, and diaphragms that need controlled flash and food- or medical-grade compounds compliant with 21 CFR 177.2600.
- Automotive — vibration pads, grommets, and seals molded under an IATF 16949 system.
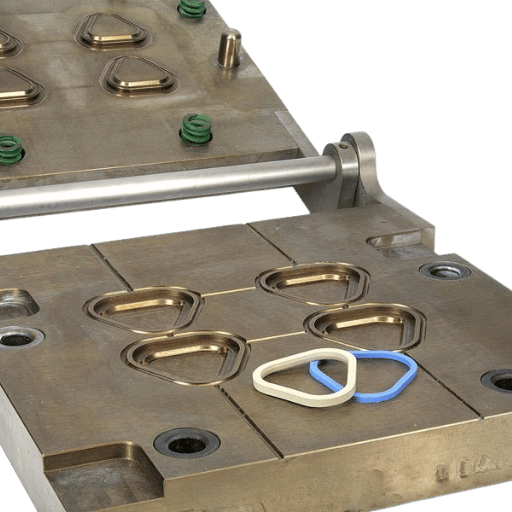
- Silicone keypads — instrument and industrial keypads. Counterintuitively, compression is often cheaper per part than injection here: hundreds of keys mold in a single cycle on our multi-cavity “waffle-iron” tool, instead of one at a time.
- Electrical insulation — insulating boots, battery caps, switch covers, and jacketing for electrical gear.
- Sanitary & building — pneumatic bags, pipe sleeves, gaskets, and plumbing seals.
- Kitchenware & consumer — food-grade silicone bakeware and household molded products.
“Where injection molding fights a heavy cross-section and risks an under-cured core, compression packs the whole charge into the tool and holds heat and pressure until the part is cured all the way through. For thick gaskets and seals, that even cure is the whole reason the process exists.”
Engelhardt silicone & rubber molding team
How to Vet a Silicone Compression Molding Supplier

Certifications don’t help you much if the parts they apply to can’t be justified. Quickest way to distinguish a real quality system from a stack of logos: ask for three documents before ordering — a supplier with a real quality system produces them fast.
- A valid “certificate of compliance” bearing the legal entity name of the applicable parties (not a sibling company or affiliates).
- A material compliance statement from the applicant (example: 21 CFR 177.2600, RoHS / REACH upon request).
- FA I report associated with your drawing
A couple of other checks separate the mold-builder-operator from the broker. First, does quality actually run on lot traceability — can a shipped part be tied back to the press, operator, tool, and material lot? Our parts trace forward and backward through an ERP/MES/QMS/WMS system in place since 2017, with cure profiles living on the MES rather than on paper. Second, make sure staged payment is on the table: a tooling deposit up front, the balance against first-article approval, and lots billed thereafter. Be wary of any supplier that won’t stage a compression job when you want to approve the actual part before writing a big check for full production.
Industry Outlook: What’s Changing for Silicone Molding Buyers

What matters in 2026 is sourcing risk, not a market-size headline. Two trends are changing how buyers vet a silicone molder.
1) Dual sourcing. Growing medical-device demand and automotive electrification are pushing companies that once single-sourced offshore to add a second, often nearshore, supplier — usually after a “compliance disconnect” event, where a certificate doesn’t match the legal entity or scope gaps surface during an audit. 2) Traceability specs. Food- and medical-contact buyers increasingly write material traceability into the spec: not just a generic “food safe” claim, but documented compliance such as 21 CFR 177.2600 and lot-level traces tied to the exact material name and grade.
What to do about it: check your molder’s certificates against the legal entity that actually produces your parts, and confirm real lot-level traceability exists rather than just appearing in the brochure. For context only — the global LSR market is growing at a high-single-digit CAGR into the early 2030s; useful for orientation, not a basis for choosing a process. Grade-and-compliance discipline is what keeps you clear of part-liability trouble.
Have the part drawings? Get a cost crossover modelled based on your annual volume.
Frequently Asked Questions
Q: Can silicone be compression molded, and what parts suit it best?
View Answer
Yes — solid HCR/HTV silicone is a common compression-molding grade. It suits gaskets, seals, grommets, keypads, and higher cross-section parts at low-to-medium volume, where even cure through a thick wall matters more than raw cycle speed. Very high-volume programs or ultra-thin walls are where HCR gives way to LSR injection molding, which has a far shorter cycle time but much higher tooling cost. For a run of a few thousand pieces, compression is usually the lower-total-cost route.
Q: How much does a silicone compression mold cost?
View Answer
Industry benchmarks put a simple compression mold around $1,000–$5,000 and a complex or multi-cavity tool at $5,000–$20,000. Your figure is driven by cavity count, part size, durometer, and compound. A reputable shop quotes tooling, de-flashing, and inspection as separate line items so the total is transparent before you commit. For comparison, an LSR injection mold for the same part typically starts near $25,000, which is exactly why low-volume silicone work stays on a compression press.
Q: What tolerances and durometer range can compression molding hold?
View Answer
Dimensional tolerance follows ISO 3302-1: for a 10–16 mm fixed dimension, Class M1 allows ±0.15 mm and Class M2 allows ±0.20 mm. Precision features such as ribs and bosses are typically held to M1–M2. Solid silicone durometer ranges 20–80 Shore A with about ±5 Shore A hardness variation. Confirm a feasible class on your drawing before the tooling quote is settled.
Q: When does LSR injection molding beat compression molding?
View Answer
Above roughly 5,000 parts with thin walls or fine detail. LSR’s 10–60 second cycle amortizes its higher tooling cost through saved labor and throughput at volume, while compression’s 1–5 minute cycle makes labor the dominant cost on long production runs.
Q: Is compression-molded silicone food- and medical-grade safe?
View Answer
Yes, when flash and cure are controlled and verified, using food-grade HCR with documented compliance such as 21 CFR 177.2600 and full lot traceability. Ask for the specific compliance statement tied to your part before tooling is cut, rather than accepting a generic “food safe” label.
Q: What is the lead time and MOQ for custom molded silicone parts?
View Answer
Tooling typically runs 2–8 weeks depending on complexity, with first articles in 7–12 days. MOQ is set for low-to-medium volume rather than forcing injection-scale runs, so a few hundred to a few thousand parts is normal. Confirm the staged schedule — tooling, first-article approval, then production lots — up front.
Q: How is parting-line flash controlled?
View Answer
By weighing each slug to the cavity, then trimming on automatic, frozen/cryogenic, or manual de-flashing lines under an MES-controlled cure profile. Consistent slug weight and deliberate charge placement are what keep parting-line flash thin and repeatable across a multi-cavity tool.
Related Articles
- Silicone Compression Molding Services, molded part capability & quote
- LSR Injection Molding, when liquid silicone beats solid
- LSR vs HCR Silicone, material selection guide
- Rubber Compression Molding, process & elastomer options
- Rubber Transfer Molding, for parts with metal inserts
- Custom Rubber Gaskets & Seals
References & Sources
- 21 CFR 177.2600, Rubber articles intended for repeated use — Legal Information Institute, Cornell Law School
- ISO 3302-1:2014, Rubber: Tolerances for products, Part 1: Dimensional tolerances — International Organization for Standardization
- US 9,943,146 B2, Compression molded silicone ring — Google Patents (USPTO)
- ASTM D395, Standard Test Methods for Rubber Property: Compression Set — ASTM International
- ASTM D2240, Standard Test Method for Rubber Property: Durometer Hardness — ASTM International
About This Analysis
The tolerance, cure, and tooling figures in this guide reflect ISO 3302-1 and published patent/standard data cross-checked against our own silicone compression molding floor, 80+ vulcanizing presses and roughly 1,000 tons of annual silicone output under an ISO 9001 and IATF 16949 system. Reviewed by the Engelhardt technical team.