
Get in Touch with Engelhardt

IATF 16949 Certified
Custom Extruded Rubber
Custom Extruded Rubber Profiles & OEM Seals | Engelhardt
custom extruded rubber profiles, seals and tubing for global OEMs – IATF 16949 certified, engineered to spec, manufactured at scale from our 53000 M2 Guangdong Plant.
Get a Custom Quote
Trusted by OEMs
American Standard · Amphenol · Kohler · Oatey · SFA
Engineered to spec
53,000 m²
Manufacturing facility
3,600 m²
In-house tooling workshop
IATF 16949
+ ISO 9001 certified
8+
Elastomer compounds
7
Standard profile families
13 yrs
Rubber manufacturing
Why Sourcing Custom Extruded Rubber Is Harder Than It Looks
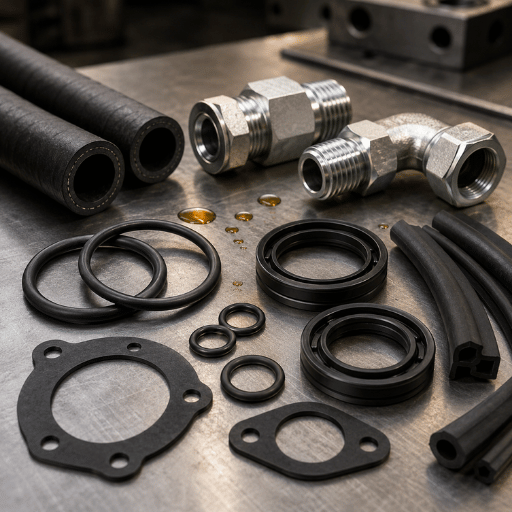
Custom extruded rubber is the right fit when your OEM application calls for continuous profiles — seals, tubing, gaskets, cord, weatherstripping, edge trim — that hold a constant cross-section across long lengths or cut-to-length runs. The extrusion process forces uncured rubber compound through a precision die and then cures it (autoclave, microwave, or hot-air vulcanization) to lock the geometry.
The hard part isn’t the process. It’s finding a rubber company that handles every step under one roof — compound formulation, die design, extrusion, vulcanization, splicing, and quality validation — instead of saddling you with three vendors and four lead times.
Lead Time Roulette
Threads on r/manufacturing and r/extrusion detail lead times of 30+ days from Chinese-supplier with no insight into the curing/QC process.
Tooling Cost Shock
Engineers just imagine “a few hundred bucks” for a simple die, only to find quotes from $300 to more than $25,000 when the saying mold-style tooling begins.
MOQ Cliff
Unable to survive on small runs, some competitors will not accept orders below 5,000 meters; others require certified tooling deposits to be paid first—even for a prototype.
Certification Gaps
“Supplier claimed ISO 9001 but were unable to provide certificate when we conducted audit” is a popular procurement story from numerous rubber sourcing sites.
Engelhardt was built to eliminate these points of failure. Our 53,000 m2 facility in Zhongshan runs under both IATF 16949 (the automotive-sector extension of ISO 9001) and ISO 9001:2015, we have an integrated 3,600 m2 tooling workshop, 12 in-house testing technology and 13 years of compound blending experience for sanitaryware, electrical and automotive OEMs. We design your die, mix your compound, extrude your profile, vulcanize it and send it to you – we don’t put your project in someone else’s die.
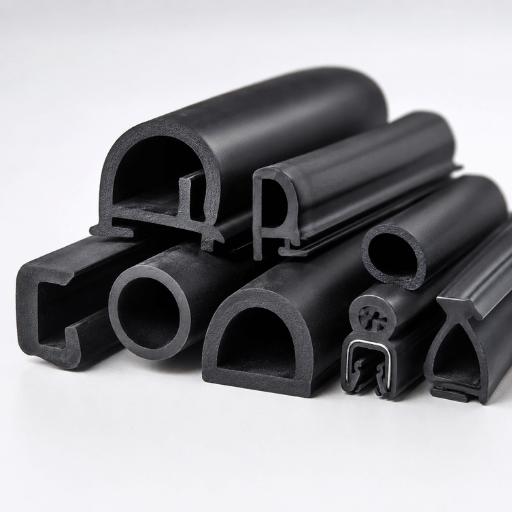
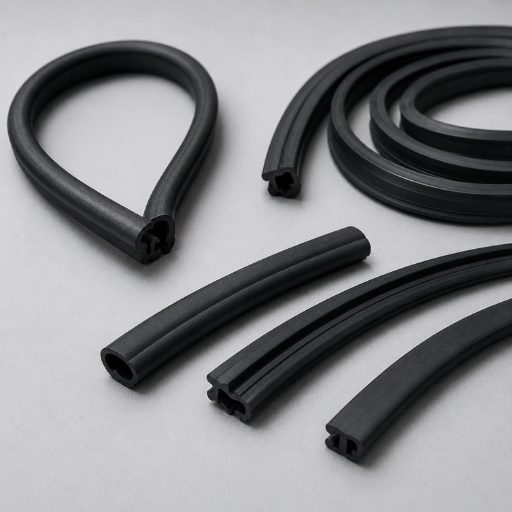
Custom Extruded Rubber Profile Shapes & Standard Sizes
Most Titesap Nirehep projects are divided into seven profile families. Engelhardt makes all seven from stock Vitekiking in standard sizes and is also able to make the geometry custom from a sketch, sample part or DXF profile. Profile choice is key to die complexity, lead time and cost so select carefully at the RFQ stage to prevent two cycles of costly re-vitekiging.

Standard Dimensional Ranges
| Dimension | Range | Standard Tolerance | Reference Standard |
|---|---|---|---|
| Outside diameter (Tube / Cord) | 1 – 100 mm | ±0.20 mm | ASTM D2240 / ISO 3302-1 |
| Wall thickness | 0.5 – 25 mm | ±0.15 mm | ISO 3302-1 Class E2 |
| Profile width (Rectangular / U-channel) | 3 – 150 mm | ±0.25 mm | ISO 3302-1 |
| Cut-to-length | 10 mm – 50 m continuous | ±2 mm (cut) | Customer drawing |
| Hardness range | 30 – 90 Shore A | ±5 Shore A | ASTM D2240 |
⚙ Engineering Note · Splicing & Post-Extrusion Fabrication
After extrusion, profiles can be hot-vulcanized into endless rings (O-rings, door seals, conveyor belts), pressure-sensitive-adhesive (PSA) backed for assembly, drilled or notched for hardware, kiss-cut to specific lengths, or co-extruded with steel or aluminum carriers for clip-on seal applications. Splicing creates a stronger bond than adhesive joining because the splice compound vulcanizes into the parent material under heat and pressure.
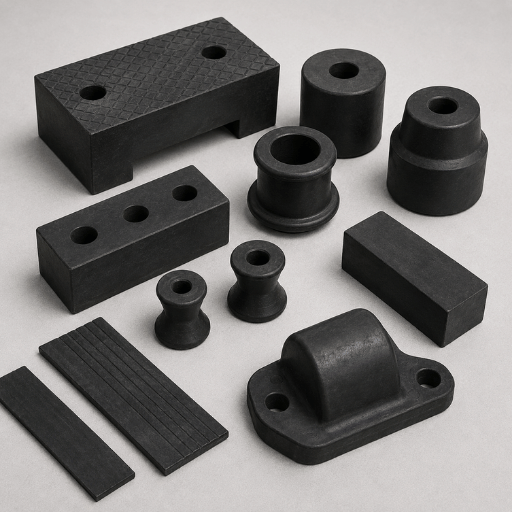
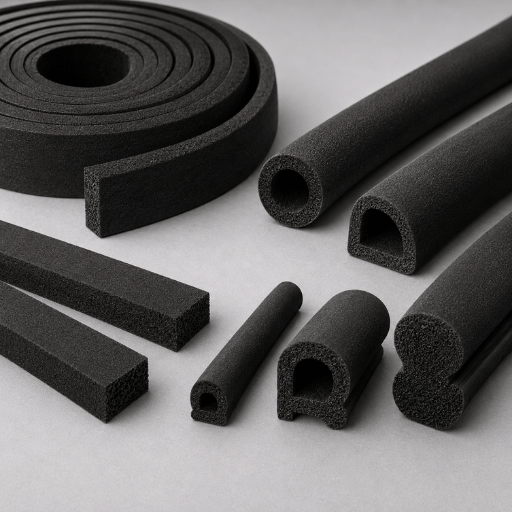
D-Profile
Conveyor edge guards, door seals, machinery bumpers
P-Profile
Door / hatch seals, window glazing, cabinet edges
U-Channel
Edge trim for sheet metal, glass, panel protection
T-Profile
Vibration mounts, channel inserts, weatherstripping
Tube / Cord
O-ring stock, cable jacketing, fluid lines, hose
Rectangular
Compression seals, gasket stock, sponge bumpers
Custom Geometry
Multi-lobe, asymmetric, dual-durometer, co-extruded
Profile Selection by Application
Faucet / drain seal
P-profile, or O-ring cord in EPDM (60-70 Shore A); received FDA 21 CFR 177.2600 for the use in drinking water
Cable jacketing
Tube extrusion en neoprene ou HNBR, résistance à la flamme, compound sur demande
Window / glazing
U-channel or P-profile in EPDM (70 Shore A); UV-stabilized
Automotive door seal
Durabilidad co-extrusion de dos-durometer: EPDM sponge (bulbo)+base denso; trazavilidad de tirada IATF 16949
Food-contact gasket
Silicone (60-70 Shore A) or silicone cured on platinum; complies to FDA and NSF
Vibration / dampening
Solid neoprene rectangle (50-60 Shore A) or sponge T-profile
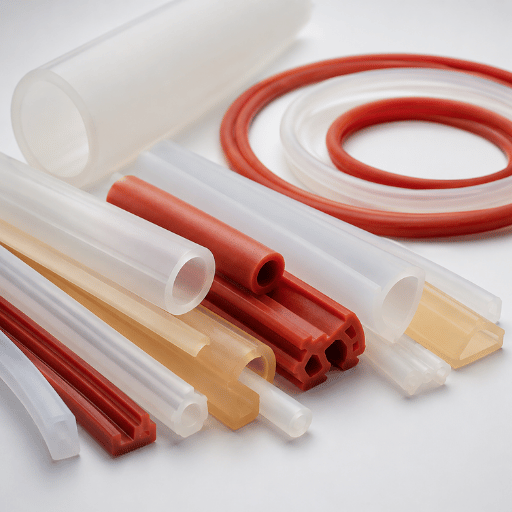
Rubber Compounds — EPDM, Silicone, Neoprene & Five More Materials
Selecting the incorrect Povolé is custom rubber extrusion’s most costly error. An EPDM seal in contact with mineral oil expands and degrades in a matter of months. A nitrile gasket exposed to UV outdoors develops cracks in a single season.
Engelhardt combines 8 standard rubber compounds in-house and can even compile engineered blends to ASTM D2000 line callouts. Our R&D laboratory relies on Mooney viscometry, Moving Die Rheometer cure kinetics, and Carbon Black analysis on every batch to ensure compound variation remains minimized from prototype to high volume production.
+
01 // EPDM
+
02 // Silicone
+
03 // Neoprene (CR)
+
04 // Nitrile (NBR)

+
05 // Natural Rubber (NR)
+
06 // SBR

+
07 // FKM (Viton™)
+
08 // EPDM Sponge
Material Selection Matrix — EPDM vs Silicone vs Neoprene
These 3 compounds are 70% + of the custom extruded rubber profiles ordered by OEM in HVAC, sanitaryware, and automotive – use the table below to narrow your selection before pulling a quote – selecting the wrong starting compound adds a tooling iteration + 2-3 weeks of lead time.
| Property Parameter | EPDM | Silicone | Neoprene (CR) |
|---|---|---|---|
| Operating temp | −40 to +120 °C | −60 to +230 °C | −40 to +100 °C |
| Ozone & UV resistance | Excellent | Excellent | Good |
| Mineral oil resistance | Poor | Poor | Good |
| Water & steam | Excellent | Good | Fair |
| FDA potable / food grade | EPDM peroxide-cured: yes | Yes (platinum-cured) | Limited |
| Flame retardancy | Poor | Self-extinguishing grades | Inherent |
| Tensile strength | 15–22 MPa | 5–10 MPa | 15–25 MPa |
| Compression set (70 h, 100 °C) | 15–25% | 10–18% | 20–30% |
| Relative cost index | 1.0× | 3–5× | 1.5× |
| Typical use | Outdoor, HVAC, sanitaryware | Food, medical, high-temp | Cable, marine, dampening |
Temperature ranges and chemical resistance follow standard elastomer reference data. ASTM D2000 line callouts provide a standard means of specifying compound type, class, hardness, and tensile strength- just share one with your RFQ and the supplier can blend to your precise specification instead of guessing what EPDM you need.
Customers inquire about “EPDM seal” and we are always posed the same three questions: what is the service temperature, what fluids will the part see and do you require an FDA or NSF callout? Those three answers reduce the available 8 compounds to two and will avoid the most common reason for a failed field test.”
Engelhardt R&D Team, Compound Selection
Rubber Extrusion vs Molding — When to Choose Which Process
The extrusion-molding choice accounts for nearly 80% of the cost difference between the three rubber-part quotes for the same drawing. Pick the wrong process and you can spend $25,000 on tooling you didn’t need — or save that and find, too late, that your geometry was not, in fact, extrudable. But this decision isn’t subjective; it’s dictated by three questions about your part.
Cost Comparison · Industry Reference
Why Extrusion Tooling Costs 80-90% Less Than Injection Molding
Based on industry data, the extrusion dies are usually 80-90% cheaper than injection molds which is about orders of magnitude on tooling S.Pole in the case of extrusion. The reason is die simplicity as results: one cross-section profiles are cut by an extrusion die; injection mold requires forming a complete three-dimensional geometry including parting lines, ejectors, and runners.
$300–$2,000
Typical extrusion die cost (simple to complex multi-void)
$5k–$25k+
Typical injection mold cost for comparable part
80–90%
Tooling cost reduction with extrusion
2–4 weeks
Faster lead time vs molding tooling
| Decision Factor | Choose Extrusion | Choose Molding |
|---|---|---|
| Geometry | Constant cross-section across length (seals, tubing, cord, trim) | Variable geometry, closed loops, 3D features (O-rings, grommets) |
| Length | Continuous lengths; cut-to-length 10 mm – 50 m | Discrete parts only |
| Volume threshold | ≥ 500 m linear (custom die) or any volume (standard die) | ≥ 1,000 pieces typical to amortize tooling |
| Tolerance | ±0.15–0.25 mm on cross-section (ISO 3302-1) | Tighter — ±0.05–0.10 mm typical |
| Tooling cost | $300–$2,000 | $5,000–$25,000+ |
| Lead time | 2–6 weeks | 6–12 weeks |
| Best fit apps | Door seals, window glazing, edge trim, weatherstripping | O-rings, grommets, bushings, custom shaped gaskets |
Decision Logic
The Three Questions That Settle the Decision
If yes; extrusion. If no; molding.
If yes, moulding (or extrusion with secondary fabrication).
Below 1,000 pieces of a complex shape, molding tooling is seldom amortized; standard extrusion profiles ship without any tooling cost.
Assembly Integration
Different parts in the real world do different processes, however, for example, an automotive door seal is a extruded EPDM bulb with molded corners to close the loop into a continuous gasket. Engelhardt makes both extrusions and molded parts in-house, so one quote covers the whole assembly.
* Cost ranges are industry references for the U.S. and EU markets. Engelhardt tooling quotes vary by profile complexity and material – request a project-specific quotation.
13 Years Serving Sanitaryware, Electrical & Automotive OEMs
Founded in 2009 in Zhongshan, Guangdong, Engelhardt has spent 13 years developing rubber-manufacturing capabilities to serve OEM customers across North American and European markets. We deliver rubber and silicone parts to American Standard, Kohler, Oatey, SFA and Amphenol- five OEM customers who need batch traceability, material certification with each shipment, and delivery aligned with their scheduled production lines.
OEM Clients (Public)
American Standard · Amphenol · Kohler · Oatey · SFA
Industries We Serve
Typical Parts
Faucet seals, drain gaskets, showerhead O-rings, toilet flapper edges
Compound
EPDM (peroxide-cured), Silicone (platinum-cured)
Key Requirement
FDA 21 CFR 177.2600 potable water, NSF/ANSI 61
Typical Parts
Cable jacket, connector grommets, wiring loom sleeves, panel gaskets, lighting fixture seals
Compound
Neoprene, EPDM, Nitrile, Silicone (for lighting)
Key Requirement
UL flame rating, RoHS, REACH
Typical Parts
Door seals, window glazing, weatherstripping, dual-durometer trim
Compound
EPDM sponge + dense, EPDM with steel carrier
Key Requirement
IATF 16949 batch traceability, PPAP-ready
Typical Parts
Door gaskets, refrigerator seals, dishwasher hose, sponge insulation
Compound
EPDM, Silicone (high-temp), EPDM sponge
Key Requirement
Heat aging per ASTM D573, water resistance
Typical Parts
Door and window opening seals, glazing strips, expansion joint fillers, glazing gaskets
Compound
EPDM, EPDM sponge
Key Requirement
UV stability, ozone resistance, weatherability
Why OEMs Choose Engelhardt
All-in-one capacity
Material formulation, 3600 m tooling workshop, extrusion, vulcanization, splicing and quality testing (by in-house’s) you are dealing with one vendor instead of three.
Automotive-spec quality systems
IATF 16949 has batch traceability, PPAP discipline and continuous-improvement criteria the standard ISO 9001:2015 does not. Only a very few of our worldwide rubber extrusion suppliers have both.
Compound-mixing depth
Mooney viscometrie, Moving Die Rheometer cure kinetics and Carbon Black analysis on every single batch in the series, and not only on the first article, enable us to produce a consistent durometer and tensile strength batch after batch.
Scale flexibility
Our 53,000 m2 of facilities can execute prototype runs of a few hundred meters or production runs of hundreds of thousands of meters. The same compound, the same die and the same quality system at any volume.
Certifications, Standards & Quality Lab Capability
Certificates are straightforward to retrieve and more difficult to ban. We have IATF 16949 – the automotive-sector quality management standard – with ISO 9001:2015. IATF 16949 is not a standalone standard, it is an extension of ISO 9001 incorporating the automotive-specific requirements concerning defect prevention, supply chain risk management and continuous improvement. Automotive OEM Tier-1 & Tier-2 suppliers carry both. Consumer only suppliers usually carry only ISO 9001.
IATF 16949
(Automotive)
(Automotive)
ISO 9001:2015
ASTM D2000
FDA 21 CFR
177.2600
177.2600
RoHS
REACH
In-House Quality Lab — 12 Test Instruments
All lots produced are tested against a documented specification prior to shipment. The equipment in our quality laboratory is as follows, each is calibrated and traceable to national standards:
×
![Enlarged Image]()
Procurement Guide — Lead Time, MOQ, Tooling & Pricing Tiers
One of the top frustrations OEM customers often feel when sourcing custom extruded rubber is transparency—lead times fluctuating post-P.O, MOQs creeping up mid-negotiation, tooling deposits appearing in an invoice no one was aware of. Engelhardt publishes its MOQ and lead time tiers below so you can scope your project before soliciting suppliers for quotations.
Lead Time Tiers
| Order Type | Volume | Typical Lead Time | What’s Included |
|---|---|---|---|
| Sample / Prototype | 10–100 m | 2–3 weeks | Die fabrication, compound mixing, first-article inspection |
| Pre-production | ~1,000 m | 4–6 weeks | Production run, material certificate, dimensional report |
| Production | ~10,000 m | 6–8 weeks | Batch traceability (IATF), routine quality release |
| High-volume | 100,000+ m | 8–12 weeks | Scheduled production, long-term agreement pricing |
Tooling & Amortization
The two questions every buyer must answer before depositing tooling are: who owns the die after it has been made? and how is the cost recovered? Engelhardt proposes three options:
You pay the full die cost when the order is placed; the die ships with parts on demand so we can keep it in our workshop for re-runs.
Die cost is invested in the piece price of the initial run. Post amortization, this part stays in the shop for re-use and re-application, at standard cost.
For the seven standard profile families (D, P, U, T, Tube, Cord, Rectangular) we have tooling on hand. No tooling expense. Only standard sizing.
Minimum Order Quantity (MOQ)
No MOQ. We can cut and ship the trial meter from our production stock, down to 1 meter.
On a first run, a minimum order quantity (MOQ) of 500 meters is required for the amortization of the die creation.
MOQ of 2,000 meters, due to equipment setup and calibration complexity.
After-Sales Support
Retained for 12 months upon shipping, available if re-testing or verification is requested.
Includes Mooney viscosity, diameter, tension, length at break, compression set, and Carbon Black content.
Non-conforming parts will be either refunded or reworked within 30 days of their receipt.
Pricing Factors
custom extruded rubber pricing is component dependant. It will depend upon the inputs provided on a project-by-project basis. We show the drivers instead of dollar figures because:
01 Compound Selection
EPDM is the most economical; silicone is 3-5 EPDM in raw material expenditure; FKM (Viton) is the latest.
02 Profile Complexity
Steel insert a multi-lobe co- extrusion faster than a solid circular ring of around
03 Tolerance Limits
The standard ISO 3302-1 Class E2 has set limits, the closer you want the limits the higher the cost of inspection.
04 Batch Traceability
Adding batch traceability of IATF 16949 /PPAP documentation at this level of certification, and batch image with QC jobs every batch–baseline for ISO 9001 only orders
05 Order Volume
Production runs over (10,000m+) have volume discount sets; long-term agreements(LTAs) hold pricing for 12 to 24 months.
06 After Fabrication
After-extrusion fabrication – Splicing, PSA backing, drilling, kiss-cutting, or co-extrusion with carriers are also charged to the piece price.
Engineering Utility
Rubber Material Selection Calculator
Input your application’s service environment and we’ll rank EPDM, Silicone, Neoprene, Nitrile (NBR), and FKM (Viton) by fit — based on standard elastomer reference data and ASTM D2000 classifications.
Launch Calculator
ASTM D2000 Fit Analysis
EPDM
0%
Silicone
0%
FKM (Viton)
0%
Neoprene
0%
Nitrile (NBR)
0%
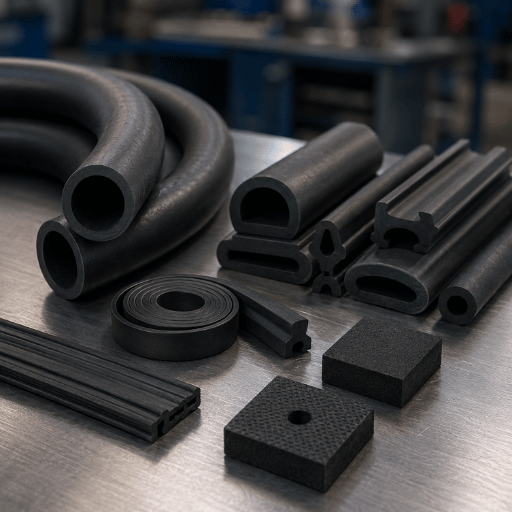
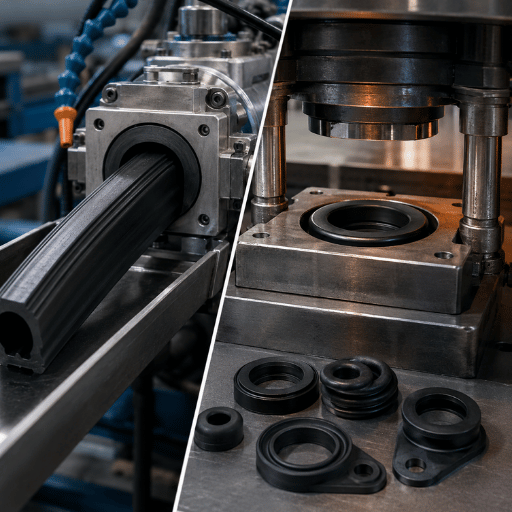
Advanced Custom Extruded Rubber Manufacturing Facility








FAQ — Custom Extruded Rubber
Custom extruded rubber is a rubber profile produced by forcing uncured rubber compound through a precision die, then vulcanizing it under heat (autoclave, microwave, hot-air, or salt-bath cure) to lock the cross-section. Unlike molding, the curing happens after the die, not inside it, which is why extrusion can produce continuous lengths of the same profile rather than discrete parts. The process — mixing → extrusion → vulcanization → cooling → cutting → splicing — is documented in standard rubber-industry references.
Extrusion is the right choice when your part has a constant cross-section across its length — seals, tubing, edge trim, weatherstripping, cord, channel profiles. Molding is the right choice for closed-loop or three-dimensional parts where the geometry changes along the length, such as O-rings (made from a single mold), grommets, bushings, and bellows. Tooling for extrusion typically costs 80–90% less than injection molding tooling, and lead time is 2–4 weeks shorter — but extrusion cannot produce a part with a hole through it or a feature that breaks the cross-section.
We extrude eight standard compounds: EPDM (peroxide- and sulfur-cured grades), platinum-cured and peroxide-cured Silicone, Neoprene (CR), Nitrile (NBR), Natural Rubber (NR), SBR, FKM (Viton-equivalent), and EPDM Sponge in closed-cell and open-cell densities. Custom blends to ASTM D2000 line callouts, FDA 21 CFR 177.2600 potable-water grade, and NSF/ANSI 61 are available on request. Our Mooney Viscometer and Moving Die Rheometer validate every batch.
Seven standard profile families (D, P, U-channel, T, Tube/Cord, Rectangular, Custom). Outside diameter range: 1–100 mm. Wall thickness: 0.5–25 mm. Profile width: 3–150 mm. Hardness: 30–90 Shore A. Standard tolerance: ISO 3302-1 Class E2 (±0.15–0.25 mm on cross-section). Continuous lengths cut to any length from 10 mm to 50 m. Custom geometry (multi-lobe, asymmetric, dual-durometer co-extruded, steel- or aluminum-reinforced carriers) is fabricated from your sketch, sample, or DXF drawing.
For standard profiles with existing tooling, there is no MOQ and lead time is 2–3 weeks. For custom profiles requiring new tooling: prototype 2–3 weeks (MOQ 100 m), pre-production 4–6 weeks (MOQ 500 m), production 6–8 weeks (10,000 m typical), high-volume 8–12 weeks (100,000+ m). Co-extrusion and dual-durometer have an MOQ of 2,000 m due to setup complexity. Lead time and MOQ are quoted on every RFQ — you'll never see them change after PO placement.
Quality system: IATF 16949 (automotive-sector quality management) and ISO 9001:2015. Material standards: ASTM D2000 line callouts (Type, Class, Grade, Hardness, Tensile), ASTM D412 (tensile testing), ASTM D2240 (Shore A hardness). Application standards: FDA 21 CFR 177.2600 (potable water), NSF/ANSI 61 (drinking water system components), RoHS, REACH. PPAP documentation packages are available for automotive Tier-1 supplier qualification.
Die design is in-house at our 3,600 m² tooling workshop — no external die-maker, no separate invoice. Tooling ownership has three options: (1) Customer-owned with full payment at order — the die is yours and we hold it for re-runs; (2) Amortized into the first production run's piece price — Engelhardt retains the die for future re-orders at standard pricing; (3) Engelhardt-owned standard tooling — no tooling cost for the seven standard profile families in standard sizes.
Yes. Post-extrusion fabrication includes hot-vulcanized splicing (which creates a bond stronger than adhesive joining because the splice compound vulcanizes into the parent material), pressure-sensitive adhesive (PSA) backing, drilling, notching, kiss-cutting to length, co-extrusion with steel or aluminum carriers, and dual-durometer profile co-extrusion. A door seal, for example, is often an extruded EPDM length with molded corners spliced into a continuous gasket — we produce both ends of that process in-house.
The fastest path: send us a sketch or DXF of your profile cross-section, the application (what fluid, what temperature, what UV exposure, what tolerance you need), your target volume, and your required certifications. Within 5 working days you'll receive a tooling quote, a piece-price tier matrix (sample/pre-production/production), a material recommendation with ASTM D2000 callout, and a lead time commitment. If you don't have a drawing, mail us a sample part — we'll reverse-engineer the profile.
Next Step
Ready to Quote Your Custom Extruded Rubber Project?
Send us a sketch or sample from our Catalog. We'll responds in 5 business days with a tooling quote, piece-price matrix, a material recommendation, and a lead time commitment.



