Get in Touch with Engelhardt

Molded rubber cost for custom parts in 2026 lands somewhere between $0.15 and $100 per piece, with tooling spanning $800 for a single-cavity prototype mold up to north of $50,000 for a hardened multi-cavity production tool. An honest answer to “how much does it cost” is “it depends on five variables” – and our goal here is to walk you through each one with real numbers, not adjectives. Now you will have a good idea of what level of tooling you require, what family of elastomer can keep you competitive, and how the Section 301 tariff calculator actually plays out for volumeof more than 5,000 units per year.
Quick Specs: Custom Rubber Molding Cost (2026)
- Tooling – prototype, single cavity: $800-$5,000 (Asia)/ $3,000-$15,000 (US)
- Tooling – production, multi-cavity P20: $4,000-$18,000 (Asia)/ $15,000-$50,000+ (US)
- Per-unit price band: $0.15 (high-volume amortized) to $100 (low-volume specialty)
- Lead time, prototype: 2-3 weeks (Asia)/ 4-6 weeks (US)
- Lead time, first production lot: 4-8 weeks (Asia)/ 8-12 weeks (US)
- MOQ, standard compound: ~1,000 pieces (production)/ 10-50 pieces (prototype)
- Market context: $46.76 billion global rubber molding market in 2025, expanding at 4.9% CAGR through 2035
Quick Cost Snapshot — What You’ll Actually Pay in 2026

If you show up at a RFQ with zero foreknowledge, below is the fair cost envelope you are competing in. In 2025 global demand for rubber molding was $46.76 billion with a 4.9% CAGR forecast through 2035, and the range between the least and most expensive quote you encounter for the same drawing can be 25× — not because one supplier is dishonest, but because your choice of tooling tier, cavity count, and material family make a huge difference.
A typical industrial seal in NBR or EPDM should price out at tooling around $4,000-$18,000 and per-unit prices of $0.50-$3.00 once you cross 10,000 units a year. A medical-grade liquid silicone diaphragm at 0.03 mm tolerance pushes both numbers up by 3-5×. While most rubber molding companies combine these rubber products into one quote line, the correct way to interpret pricing is bucket by bucket. This guide is designed to show you what variable is driving your number.
The Three Cost Buckets You’re Actually Paying For

Every quote for custom rubber molding you receive whether you are buying a single grommet or a high-quality bonded configuration of rubber parts breaks down into the same three buckets. How those buckets divide up affects whether your project is tooling-driven or piece-cost driven, and it affects the type of negotiation you should drive.
- Tooling – the upfront, amortized across the program. This bucket buys the costs associated with the mold: design, machining, polishing, first-article tuning. On a small annual run, it is usually by far the largest line item. On a 100,000-unit/yr program, it lands at less than $0.20 per piece in the per-part column.
- Material – per-unit, recurring. Compounded elastomer and any inserts go here. On commodity NR/ SBR/ EPDM programs this is not usually the dominant factor. On FKM, HNBR or medical-grade LSR you can expect it to be 3-5 times higher than the labor cost.
- Per-part production—that is, a single, repeated step. Cycle time labor rate, plus secondary operations like deflashing, post-cure, bonding, and inspection. Cooling time alone generally accounts for 70-80% of a rubber injection cycle, which is why cavity count is more important than buyers realize.
What to watch for: Which bucket dominates your full cost set is almost entirely a question of annual volume. Less than 5K/yr, tooling dominates. More than 50k/yr, per-part labor and material leads.
How Much Does Rubber Tooling Cost in 2026?

Buyers are most inaccurate on tooling because published ranges from molders span an order of magnitude. Read tooling quotes not by mold-maker but by mold-material tier – the same vendor willquote you four different prices on the same part depending on which tier you specify.
| Tooling Tier | Cost Range | Lifetime Cycles | Best For |
|---|---|---|---|
| 3D-printed polymer (prototype) | ~$100 | 10–100 | Form-fit prototypes, design iteration |
| Machined aluminum, single cavity | $2,000–$5,000 | 10,000–100,000 | Bridge production, runs of 1,000–5,000 |
| P20 steel, multi-cavity | $5,000–$25,000 | 500,000–1 million | Mid-volume seals, gaskets, grommets |
| Hardened H13, high-cavity insert | $25,000–$100,000+ | 1–10 million | High-volume Tier-1 automotive, medical LSR |
Cavity-count math is the part most buyers get wrong. Formlabs’ injection molding cost guide notes that each extra cavity adds roughly 30-50% to the base tooling cost, meaning a four-cavity mold lands at about 2.5-3 times the single-cavity price, not 4× as might be intuitively expected. This sublinear economy-of-scale is precisely what makes high-cavity tooling recoup its capital fast at production volume.
Technical note: P20 versus H13 is not a vanity decision. P20 (pre-hardened to ~30 HRC) sees 500K-1M cycles before cavity wear begins to influence parting line flash. H13 (fully-hardened to ~50 HRC) is intended for 1M+ cycle tools for which the amortized hardening cost is less than $0.005 / cycle. If your yearly production is less than 200K, P20 is almost always the right choice – H13 is an overspecification.
How much does it cost to make a custom silicone mold?
Single cavity custom silicone molds range from $500 to $5,000 depending on size, cavity surface area, and the need for cold-runner systems to reduce scraps. Liquid silicone rubber (LSR) tooling commands a higher per-cavity premium compared to equivalent EPDM or NBR tooling due to the need for tight shutoffs in high-flow low-viscous flow paths and the use of cold-runner hardware, contributing an additional $3,000-$10,000 to the build. An 8-cavity LSR production tool with cold runners runs $20,000-$60,000 – and a similar tool would have been 2x the cost just five years ago today thanks to increased competition in mold-maker capacity.
To pick the right tooling tier against your annual volume, run your inputs through the rubber injection mold tooling cost estimator.
Per-Part Pricing — Why Some Cost $0.15 and Others $100

Per-part pricing on a custom molded rubber quote is where the tooling choice pays back — or doesn’t. Formlabs published a worked scenario for a small electronic enclosure that maps directly onto rubber programs of similar shape, and it shows the tooling-tier crossover with brutal clarity:
| Annual Volume | Mold Type | Cost per Part | Total Production Cost |
|---|---|---|---|
| 100 units | 3D-printed polymer | $4.00 | $400 |
| 5,000 units | Machined aluminum | $2.60 | $13,000 |
| 100,000 units | Steel multi-cavity | $1.70 | $170,000 |
Apply this mental model to a real Tier-1 automotive seal program. A European Tier-1 producer running 750,000 EPDM engine-bay seals a year on a 16-cavity P20 injection tool drives per-part labor down to around $0.20-$0.45 once cooling time, automated demold, and post-cure are amortized across the cavity count. That same job, prototyped on a single-cavity aluminum mold producing 200 parts, would have landed closer to $8-$15 each — a 30× spread using the same drawing.
Why that spread is not magic comes down to one variable: cooling time. Toray Plastics’ technical reference on injection cycle estimation points out that cooling time generally accounts for 70–80% of total cycle duration in injection molding, and rubber vulcanization compounds the effect because cure time scales with the square of part thickness. A 16-cavity tool produces 16 parts in roughly the same cycle as a single-cavity tool produces one — that throughput multiplier is what drops piece price.
common misconception: Buyers assume the end game when getting a cheap soft-aluminum tool was to get cheap parts. That isn’t always the case. Soft tools wear down fast, produce flash at the parting line after a few thousand cycles and come out of the press producing scrap that has to be deflashed – a manual extra that often eats up any savings on tooling. Match the tool material to the volume you need, not to the lowest invoice.
Process Choice Cost Impact — Compression vs Injection vs Transfer Molding
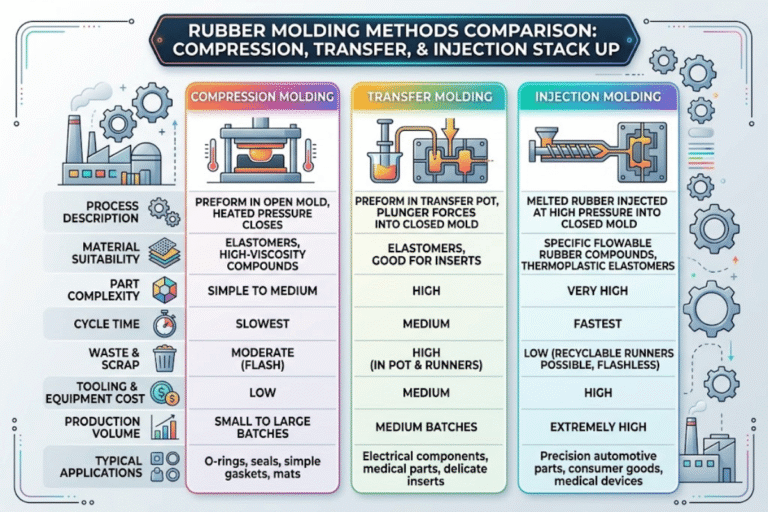
Choosing the right process makes up just as much of your price points as choosing the right tier of tool. Compression molding is the cheapest rubber tool and the most expensive on per-part labor; injection molding does the opposite. Transfer molding sits between them. Here is the comparison stripped of the marketing language you usually see:
| Process | Tooling Cost | Cycle Time | Min Volume | Best For |
|---|---|---|---|---|
| Compression molding | $1,500–$15,000 | 3–7 min | ~500 pcs/yr | Large seals, O-rings, low-to-mid volume, FKM/HNBR |
| Transfer molding | $3,000–$25,000 | 2–4 min | ~2,000 pcs/yr | Rubber-to-metal bonded inserts, complex thin-wall geometries |
| Injection molding | $5,000–$100,000+ | 30–90 sec | ~10,000 pcs/yr | High-volume Tier-1 seals, LSR medical, automotive gaskets |
How much do people charge for compression molding?
Bottom line on compression molding costs versus the rubber molding spectrum: a lot of what you save on tooling is offset by manual labor, so it’s a cost-effective solution when your annual volume is below 5,000 units (or for large parts, where injection is just too slow), or when you’re working with expensive FKM or HNBR compounds that put cycle time on the back burner. Compression molding is the manufacturing process most molders will offer custom tooling on at the lowest minimum.
To dig into deeper side-by-side comparisons, see the molding process comparison matrix and the in-depth compression molding vs injection molding guide. Geometrical trade-offs in bonded insert parts are discussed on the rubber transfer molding page. You can also run a quick estimate through the compression molding cost estimator.
Material Cost Reality — NR, NBR, EPDM, Silicone, FKM Per-Pound Pricing

Here is the part of the rubber cost equation that most other sites leave out. “Expensive material” warnings you see on suppliers’ sites are generally meant for finished materials that have gone through compounding, certification, and curing. Raw elastomer costs are surprisingly low: commodity rubbers are cheap. Cost crossover happens after they have been compounded, finished, and certified.
| Material | Raw Price (US, 2025) | Shore A | Temp Range | Cost Note |
|---|---|---|---|---|
| Natural Rubber (NR) | ~$0.85/lb | 30–90 | −55 to +70 °C | Cheapest commodity; abrasion-resistant |
| SBR | ~$1.09/lb | 40–90 | −50 to +100 °C | Conveyor, general industrial |
| EPDM | ~$0.87/lb | 30–95 | −50 to +150 °C | Auto bay seals, weatherproofing |
| NBR (Nitrile) | ~$0.94/lb | 40–90 | −40 to +120 °C | Oil/fuel seals, hydraulic gaskets |
| Neoprene (CR) | ~$2.30/lb | 40–90 | −40 to +110 °C | Building seals, transit bumpers |
| Silicone (VMQ, finished) | $4.50–$9.00/lb | 20–80 | −60 to +230 °C | Food, medical, high-temp gaskets |
| Liquid Silicone Rubber (LSR, medical) | $2.30–$11.30/lb | 10–80 | −60 to +230 °C | Platinum-cured, USP Class VI |
| FKM (Viton-class) | $4.50–$13.60/lb | 60–90 | −20 to +230 °C | Aerospace fuel seals, chemical pumps |
Pricing sources: IMARC Group EPDM Q2 2025 report, ChemAnalyst NBR price index, and the St. Louis Federal Reserve global rubber price series. The finished compound average price for medical and aerospace grades is in the 3-5 times raw-material number once certification, fillers, plasticizers and cure packages are added.
Here’s the shock: natural rubber, EPDM, NBR and SBR–the four commodities that constitute most industrial rubber molding–all sell for under $1.10 a pound. If your seller is selling you “your price went up because rubber is expensive,” find out if they mean the raw commodity or finished compound. Raw commodity pricing has been astonishingly stable through 2025. Expense usually lives in the compounding process, the cost of complying with specs, or the added expense of the curing package — not in the polymer itself. Along those lines, the rubber elastomer compound selector is the best first place to look when trying to figure out what choice has the weaker spec window. For the durometer quarter of the decision, the rubber material durometer guide shows the Shore A band for each compound class.
Hidden Costs Buyers Miss — Tariffs, MOQ, Tolerances, Secondary Ops

Here are five line items that routinely show up on final invoices and are very rarely mentioned in initial RFQ conversations. If your procurement or accounting department isn’t asking you about them, you are liable to get caught unaware.
- Section 301 tariff risk– Chinese-origin rubber products under HS Chapter 40 have been generally liable to USTR Section 301 measures imposed in 2018-2019, with the 25% additional tariff rate evenly spread over the most numerous subject headings. May actually be good news for less-cost-effective producers: do the calculation often enough and offshore cost advantages in a mature process don’t take much away. A typical $14,000 tooling savings plus $0.85-per-unit savings across 5,000 units a year nets roughly $18,250, while the 25% tariff on the same dollar/unit savings only knocks out a couple of hundred bucks. As recent as January 2024, products from Thailand are outside the Section 301 tariff sphere for now, which is why many dual-house molders still route tariff-susceptible programs through Bangkok rather than Canton.
- MOQ amortization– normal-compound production begins off at ~1K pieces/ship; custom-compound mixes, the economies depend on ~2K pieces/ship to get amortized over time. With less than those slices, some small-run buyer other than your organization is paying up for lumpen capacity on somebody’s fine-custom order.
- Tight-tolerance penalty– Processes tighter than 0.1 mm on a rubber component demand highly dimensionally stable carbide tooling and post-production vulcanising measurements, both of which also contribute 20-40% to all-in unit costs. ASTM D2240 covers durometer-based measurement of rubber hardness, and ASTM D429 covers bond strength between rubber and its bonded metal — both routinely show on the cost sheet of a certified program.
- Secondary operations– Deflashing (cryogenic or manual ), last-stage variable curing, rubber-to-metal bond codes and final test inspection all end up costing you an extra 15-35% of the component value in a typical molded-part order. They are also other lines that consumers most often neglect to discuss with their sellers. If your component must be bonded, the rubber-to-metal bonding service page explores the chemical and mechanical bond options that determine your bond-strength validation cost.
- Mold revision allowance industry practitioners most often report that mold revisions after first-article inspection will eat 20-40% of any sticker savings if the supplier doesn’t truly implement a DFM loop prior to cutting steel. Budget in about a 5-7% rework allowance in your tooling line—and ask the supplier directly if DFM feedback is included in the price.
Tariff math is where buyers most frequently misjudge total cost of ownership. The global rubber molding market report from ResearchNester projects Asia Pacific to own 35% of the market by 2035, propelled by EV penetration rising from around 4% of new auto sales in 2020 to 18% by 2023. Why most volume buyers route through Asian molders despite tariff math is precisely that accelerating demand profile — savings per unit amplify across the program life time.
How to Get an Accurate Custom Rubber Molding Quote — RFQ Checklist & Decision Framework

A single biggest indicator of an accurate quote is whether you send the supplier a complete RFQ package on the first try. Vague drawings produce vague numbers, and vague numbers will always increase in the second revision. Here is the 7-item checklist that can turn a 10-day quote cycle into a 48-hour quote cycle.
60/40 Rule: 60% of your part’s lifetime cost is determined before the first ounce of rubber is poured. Material family, tooling tier, and cavity count are established at quote time, and they tend to determine everything after that. Whatever’s left to negotiate downstream — secondary operations, freight, certification — you are wasting your efforts bargaining on the wrong side of the equation.
RFQ Package — 7 Items
- 2D drawing including tolerance callouts—specific values marked on each controlled dimension
- 3D model (STEP or IGES) identifying cavity layout and DFM assessment
- Material spec—compound family, durometer range, certification requirements (FDA, USP Class VI, AS9100, etc.)
- Annual volume and ramp up profile—first year versus steady-state, prototype gates
- Service environment—temperature regime, chemicals, mechanical loads, anticipated service life
- Existing tooling status — net new, transferred, or revised
- Logistics target — Incoterms, destination port, lead time tolerance
Tooling Amortization Break-Even Decision Table
Use this framework to determine which tier your tooling should be quoted against. Find your annual volume row, then read across.
| Annual Volume | Recommended Tooling | Tooling Investment | Pay-back vs Prototype |
|---|---|---|---|
| <1,000 units/yr | Compression mold or 3D-printed prototype | $100–$3,000 | Stay here — no production tool justified |
| 1,000–5,000 units/yr | Single-cavity P20 production mold | $5,000–$15,000 | ~12–14 months |
| 5,000–50,000 units/yr | Multi-cavity P20 (4–8 cavity) | $15,000–$35,000 | ~5–7 months |
| 50,000+ units/yr | Hardened H13 high-cavity insert mold | $35,000–$100,000+ | ~3 months |
“We evaluated 14 UV- and heat-aging compounds prior to choosing the EPDM formula we now operate on the Tier-1 engine bay initiative. The only way to eliminate warranty liability for late-stage failures is to ensure the material stands up to the acceleration aging tests two-thousand hours prior to the initial production run.”
Once you identify the appropriate tooling tier, a complete RFQ is your necessary follow-on step. The custom rubber molding services page lists the materials, processing choices, and certifications in a single place, while the engineering group can return a 48-hour quote if provided with a complete drawing package.
FAQ
How much does it cost to make a custom rubber mold?
View Answer
A one cavity prototype rubber mold is generally a maximum expense of $800 to $5,000 in Asia or $3,000 to $15,000 in the US, whereas a multi-cavity production mold generally can be found at $4,000-$18,000 (Asia) or $15,000-$50,000+ (U.S.) capital outlay. Most variable costs are number of cavities, mold steel type (aluminum vs P20 steel vs H13 steel), and the need for cold-runner technology for LSR.
What is the minimum order quantity for custom rubber molding?
View Answer
Prototype lots are usually 10-50 pieces. Typical production MOQ is about 1,000 pieces for a stock compound, or 2,000 for a custom compound formulation, since the rubber-mixing batch volume needs to be high enough to amortize the mixer setup cost. Several molders can deliver sub-1,000 runs via tool slot sharing.
Is custom rubber molding cheaper than 3D printing for prototypes?
View Answer
Below ~50 parts, a $100 3D-printed silicone or polymer mold beats cutting any tooling. Above that, even a single-cavity aluminum compression mold beats 3D printing on per-part cost. Crossover sits roughly at the 100-piece mark for most geometries.
How long does it take to get a custom rubber molding quote?
View Answer
When you submit your specs to an established molder, you’ll usually get a quote back in 48 hours. If your design isn’t ready, you’ll have to wait 5-10 days for the supplier to come back with DFM questions to determine the cavity layout.
Do US import tariffs erase the cost advantage of overseas rubber molders?
View Answer
Quite rarely; tariffs on the imported parts do not pay for themselves at this volume. You will save more in freight, lead time and quality system costs by buying domestic & short lead-time when you’re making at least a few thousand pieces a year.
Get a 48-Hour Custom Rubber Molding Quote
Send your drawing and material spec — engineering review and detailed pricing within two business days. Free DFM consultation included with every RFQ.
Market info: the price bands used to generate this guide are based on ChemAnalyst, IMARC, Formlabs, ResearchNester & USTR/USITC market data; ASTM D 2240 and D429 industry standards; and quote spreads observed from rubber molders as of 2025-2026. Your actual quote will depend on your part geometry, cavity layout, certification requirements, freight terms, and molders’ capacity at the time of RFQ. Real prices are generated by real drawings; consider the numbers above the initial calibration, not the final quote.
References & Sources
- Rubber Molding Market Analysis 2026–2035 — Research Nester (market size, CAGR, regional split)
- How to Estimate Injection Molding Cost — Formlabs (tooling tier and per-part scenario data)
- EPDM Rubber Prices Q2 2025 Report — IMARC Group (raw EPDM pricing by region)
- Nitrile Butadiene Rubber Price Trend — ChemAnalyst (NBR US/EU pricing)
- Global Price of Rubber (PRUBBUSDM) — Federal Reserve Bank of St. Louis (commodity rubber index)
- ASTM D2240-15 Standard Test Method for Rubber Property — Durometer Hardness — ASTM International
- China Section 301 Tariff Actions — Office of the United States Trade Representative
- Section 232 and 301 Trade Actions in 2018 — U.S. International Trade Commission
- Estimating Molding Cycle Time — Toray Plastics technical reference