Get in Touch with Engelhardt


Rubber to metal bonding is the chemical-physical union of two dissimilar materials, an elastomer and a metal substrate, into a single, integral component. Every good engine mount that cushions a vehicle engine’s motion, every anti-vibration bushing that isolates a pμmp from machinery noise, every hydraulic seal that contains pressure is an example of a sound, permanent rubber-metal bond. In 2011 the worldwide market for rubber-to-metal bonded parts exceeded USD 1.37 billion, with 6.1% compound annual growth forecast through 2024, rising with the increasing use of these parts in equipment, aerospace components, and automobiles.
📐 Quick Specs: Rubber to Metal Bonding
- Standard Reference: ASTM D429 – 8 examination procedures for rubber-to-rigid-substrate adhesion
- Bond Types: Chemical (vulcanization), Adhesive (two-coat system), Mechanical (fasteners/interlocks)
- Most common rubber compounds for bonding: NR, EPDM, NBR, Neoprene (CR), Silicone (VMQ), FKM
- Common Metals: Mild steel, stainless steel, alμminum, brass
- Substrate surface preparation standard: grit blast to 50-75 m Ra profile before primer application
- Key Industries: Automotive, aerospace, construction, marine, industrial machinery
This article defines rubber to metal bonding, describes the 5-stage bonding process, shows bonding pathways comparison, discusses applications by industry, and details the product failure modes and prevention strategies. Rubber and metal bonding decisions can be complex; whether choosing a bonding manufacturer or sourcing a bonded part, this white paper provides the technical and engineering guidance needed for optimal results.
What Is Rubber to Metal Bonding — And Why Does It Matter?

Rubber-to-metal bonding is the process by which an elastomer compound is chemically bonded with a metal substrate during the moulding and curing process of the composite part. Once bonded, it is impossible to remove the elastomer without destroying the bonded assembly unlike fastened parts or those bonded with surface applied adhesives.
Rubber-to-metal bonding creates a singular combined component by joining two intrinsically dissimilar rubber and metal materials into one composite: rubber provides seal ability, flexibility, vibration and sound dampening qualities, and slips between machinery parts while metal provides the rigidity, structural integrity, load bearing, and fixing capabilities.
The 3-Zone Bonding Model
All bonded rubber to metal applications involve 3 zones:
- The substrate zone – the metal surface, the primer topcoat adhesion chemistry, the types of primer, the abrasive treatment of the metal, and the degree of surface profile.
- The interface zone – the primer adhesive coating chemistry, the compatibility of primer with substrate, the compatibility of primer with rubber, and the adhesion level.
- The elastomer zone – the rubber composition, the cure chemistry, and the curing rate,extent of blooming and final cure.
Failure will only happen when one or more of these Zegbrks fails.
$1.37B
Global Market (2024)
6.1%
CAGR to 2034
8
ASTM D429 Test Methods
The Rubber to Metal Bonding Process: 5 Critical Steps

How Is Rubber Bonded to Metal?
The bonding rubber to metal is achieved by following a precisely controlled aging and manufacturing procedure within the rubber industry which involves the preparation of the metal substrate, the batch coating it with the adhesion agents, pressing the batch onto a mould and curing it under heat and pressure. During the vulcanization process, the bonding agents activate and bridge the rubber to the bond system chemically, creating a permanent chemical bond at the interface while simultaneously the rubber cross-links forming its final elastomer state. The final product is such that the rubber will not allow the bond to be broken without destroying one of the materials involved.
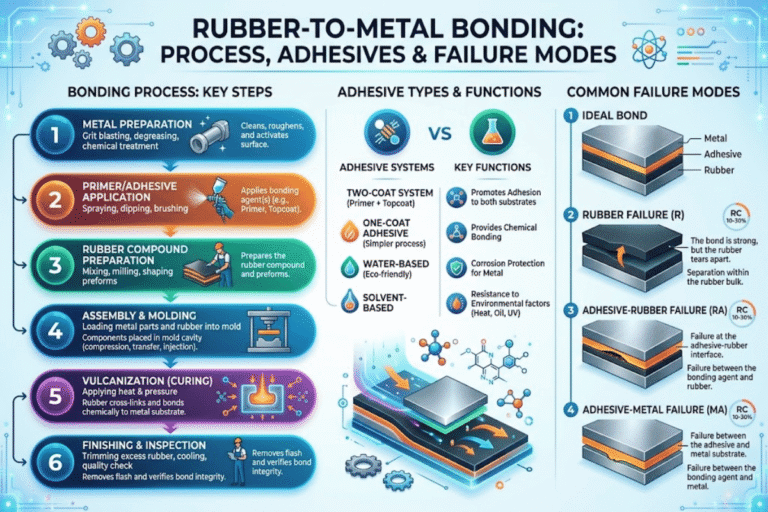
Below are the five steps that constitute the process to produce basic bonded rubber metal parts:
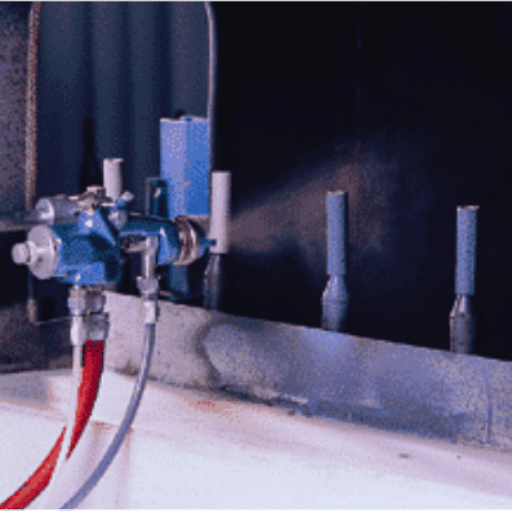
- Preparation of the metal surface- The process starts with the cleaning of the metal part so that all oil, grease, rust and oxide layers are removed, steel parts are normally subject to solvent degreasing followed by grit blasting to obtain a surface roughness of 50-75 m Ra. Aluminum is treated by either chemical etching or anodizing. This gives a clean, dry, active base surfacing with the required degree of roughness enough for the adhesive to grip on.
- Application of a primer- A solvent based or water based primer is applied onto the metal surface and is allowed to dry. The primer chemical affinity of the metal substrate to cross-link the topcoat adhesive so it is able to bond onto the primer. Common primer systems include phenolic resin, polyisocyanate, halogenated polymer primer formulations within the Chemlok and Megum series.
- Application of a topcoat adhesive- This application of a topcoat adhesive over the dried primer. The purpose of a topcoat adhesive is to flow when dried between the primer and the rubber to ensure a continuous “cross-linked” coating which ensures a secure bond. Selecting the correct adhesive according to the rubber composition and type of the applying metal are critical, otherwise, the bond will be weak, no matter the quality of surface preparation.
- Rubber is moulded on- The prime prepared and coated metal insert is placed on a mould and uncured rubber is injected or placed around the insert using either compression, transfer or injection process. It all depends upon the part complexity, tolerance acceptable and volume available.
- Curing and vulcanization- The whole system is then cured using pressure and heat to activate the bonding compounds embedded into the rubber mix and cross-linking process. At the same time, the rubber cross-links into its elastic state. Typical curing temperatures vary from 140C to 200C depending on the composition of the bonding system used.
💡 Pro Tip
Another factor to consider during the entire process is the time of active preparation state before the application of the primer, with the general industry practice of a bond being better 4 hours after grit blasting of the bond systems surface, any longer and oxide re-formations make it less effective.
For the transportation and assembly of bonded rubber metal components, use our rubber to metal bonding process calculator to calculate cycle times and parameters suitable to your application.
Bonding Methods and Technology: Vulcanization vs. Adhesive vs. Mechanical Fastening

Rubber-to-metal can be achieved using three fundamentally different methods in order to ensure bonding. These methods are:
Bonding (vulcanization) is by far the most common of these methods of attachment. Specialized primers and adhesive systems are used during moulding to bond the rubber to the metal at a molecular level by vulcanizing the rubber. The bond that is formed is permanent the rubber cannot be removed other than by destroying the part. This method provides the highest bonding strength and the best resistance to vibration, cyclic fatigue and temperature cycling.
Adhesive bonding involves using aqueous or heat-activated adhesives to affix the already cured rubber to the mechanically assembled component, after either component has been manufactured separately. The skilled use of primers or pre-treatment steps with adhesive systems provides the highest bonding strength. This method is suitable for fastfield repairs, low volume-assembled components, and retrofit parts where vulcanising is not time or temperature feasible. There is a compromise between the strength of vulcanized bonds and considerably cheaper adhesive-bonded pairs. Adhesives produced by providers such as DuPont (Chemlok series) and Henkel (Loctite) have improved the bond strength for many applications to that of vulcanization.
Rubber-metal components can also be fixed by mechanical fastening, which involves the use of physical features (holes, groves, undercuts, clamp plates) that use friction and compression to hold the rubber against the surface of the metal component. No chemical bond is generated. Mechanical fastening is significantly cheaper in the long run, as worn rubber components can be easily replaced by mechanic action. However, with cyclic vibration, Rubber fastened by this method invariably works loose with use, and therefore is unsuitable for high-performance anti-vibration applications where long-term durability matters.
| Criteria | Vulcanization | Adhesive Bonding | Mechanical Fastening |
|---|---|---|---|
| Bond Permanence | Permanent (molecular cross-link) | Semi-permanent (adhesive layer) | Removable (friction/compression) |
| Operating Temp Range | -40°C to +200°C (compound-dependent) | -30°C to +150°C (adhesive-dependent) | Limited by rubber compound only |
| Best Production Fit | Medium-to-high volume (mould required) | Low volume, field repairs, retrofits | Any volume, replaceable wear parts |
| Vibration/Fatigue Resistance | Highest — no interface slippage | Good — depends on adhesive system | Poor — loosens under cyclic load |
| Typical Failure Mode | Rubber tear (bond outlasts rubber) | Adhesive delamination at interface | Rubber works loose from fasteners |
⚠️ Common Misconception
Other popular suggestion to connect rubber to metal using the consumer adhesives super glue (cyanoacrylate) and epoxy (glues) are generally found on do it yourself forums, as they are widely used in the household. Such adhesives are suitable for seemingly rigid, non-structural repairs but are demonstrably not capable of withstanding the severity of industrial application. Cyanoacrylates become brittle when subject to cyclicvibration, and common epoxy cannot yet handle the energy dynamics of the dynamic movement as such as rubber is designed to perform. Industrial bonding requires specialized adhesives as formulated for elastomer chemistry.
Real-World Applications: Where Rubber Bonded Metal Products Perform
Bonded rubber-metal parts are widespread in all industries where signs of otherwise unwelcome vibration or unwanted motion need to be controlled. The energy damping properties of rubber combined with metal strength create high-performance components with durability that neither material would have delivered on its own.
Automotive & EV Manufacturing Engine mounts, suspension bushes, exhaust hangers, transmission mounts and anti-vibration isolators from the wheelwell to the engine bay all depend on rubber-to-metal bonding. A typical passenger car may contain dozens of bonded rubber-metal parts. The increased interest in EVs has heightened demand for NVH (Noise, Vibration, and Harshness) control, as the electric drive train has a near silent operation that leaves the other vibration sources in the vehicle more and more audible.
Aerospace & Defense Power transmission mounts for electric motors, vibration isolation mounts used to hold avionics in place, bushing for engine mounts, and bushings for landing gear are all examples of bonded rubber-metal components that must adhere to very demanding exacting specifications, such as Federal Specification MMM-A-121 for adhesives to bond the vulcanized rubber to steel. Working with aerospace bonded parts, extreme conditions such as high temperature and extreme cyclic vibrations, as well as chemical resistance to fuels and hydraulic fluids, have to be encountered.
Industrial Machinery Anti-vibration mounts for pumps, compressors and electricity-generating equipment protect other sensitive machinery from transmitted vibration. Rubber-metal bonded components are also commonly found on conveyor belt rollers. Mining equipment endures constant impact and abrasive environments using bonded parts.
Construction & Infrastructure Rubber-to-metal bonding is also employed for bridge bearing pads, building isolation mounts for seismic zones, pipeline flange gaskets and bonded grommets for cable pass throughs.
The interaction between the rubber and metal is a complex problem, involving phenomena in 3 specific areas; surface physics, polymer chemistry and mechanics. Knowing the causality governing successful or unsuccessful bonding is essential for any bonded composite manufacturers.
— Vista Motion Engineering Team, Qingdao (20+ years in rubber shock absorber manufacturing)
Select the correct elastomer for your application using our rubber compound selector.
Why Rubber to Metal Bonds Fail — And How to Prevent It

Bond failure in rubber-to-metal components can be the result of any number of factors. From an investigation of typical failure modes encountered in manufacturing there are six failure modes that may be observed in a vulcanized rubber-to-metal composite. Identifying the 3-Zone Bonding Model (Substrate Interface Elastomer) provides insight into where this failure may have begun.
📐 Engineering Note: Bond Testing per ASTM D429
ASTM D429 defines eight test methods for measuring adhesion of rubber to rigid substrates. Method B (90° peel strip test) is the most commonly specified for quality control in production. The test measures the force required to peel a vulcanized rubber strip from a metal substrate at a constant rate, reporting results in kN/m. A passing result depends on the specification, but the ideal outcome is 100% rubber tear (R-type failure) — meaning the bond is stronger than the rubber itself.
What Is the Best Bonding for Rubber to Metal?
The correct bonding process is a function of three factors: the type of elastomer rubber compound, the metal, and application environment. For large run manufacturing of components that experience cyclic vibration and wide temperature ranges, vulcanization bonds, aided by a matched primer/topcoat system, are industry standard. For small field repairs or low volume assembly operations, a two part structural epoxy designed for elastomer applications (not consumer epoxy adhesive) provides performance to meet all required strength, cost, and throughput.
The key is the proper choice of chemicals to be compatible with both the elastomer and the metal.
| Failure Type | Root Cause | Prevention |
|---|---|---|
| Primer-to-metal separation (MC) | Inadequate surface prep, oil/oxide contamination | Grit blast to 50–75 μm Ra, solvent degrease, apply primer within 4 hours |
| Adhesive internal failure (C) | Incomplete solvent evaporation, low cohesive strength | Ensure full dry time before moulding, verify adhesive shelf life |
| Topcoat-primer delamination (CC) | Contamination between coats, dust or handling marks | Clean-room handling protocols, minimize open time between coats |
| Rubber-to-adhesive separation (RC) | Adhesive-rubber compound mismatch, compound blooming | Match adhesive system to specific elastomer chemistry, minimize plasticizers |
| Rubber body tear (R) | Bond is stronger than the rubber — this is the ideal failure mode | No prevention needed; indicates a successful bond |
| Gas entrapment / voids | Trapped air during moulding, uneven temperature distribution | Adequate mould venting, preheat metal inserts for large parts |
⚠️ Real-World Failure Case
A rubber firm from Europe encountered ongoing bond failures in spherical bearings where the failures occurred more centrally in the part rather than at the edges. They tried various adhesive supplier exchanges, altered temperatures, pre-heated the metal inserts etc. Finally an expert was called in who found the truth: Gas was trapped at the centre of the part during transfer moulding, which ultimately led to the lack of conduction heat in the vulcanization process compared to the extremities.
Gases had been trapped between the rubber and metal interface because the mould’s venting was inadequate.
For a full list of bond strengths by rubber compound and type of metal, see our bond strength reference guide.
How to Choose the Right Rubber to Metal Bonding Partner

Any experienced engineer knows that the quality of a rubber-to-metal bonded part is limited not only by the design but also by the control of the process by the manufacturer. When selecting a bonding partner it is wise to check the following before committing to a production run.
- ✔
In-house surface preparation — grit blasting, chemical treatment, and quality inspection of surface profile before primer application - ✔
Adhesive system expertise — ability to select and validate the correct primer/topcoat combination for your specific rubber compound and metal substrate - ✔
Multiple moulding capabilities — compression, injection, and transfer moulding to match part geometry and volume requirements - ✔
ASTM D429 pull testing — in-house bond adhesion testing with documented results and traceability - ✔
DFM (Design for Manufacturability) review — engineering review of your part design before tooling, identifying potential bond failure risks - ✔
Quality certifications — ISO 9001 at minimum; IATF 16949 for automotive applications - ✔
Material traceability — batch tracking for rubber compound, adhesive system, and metal substrate through the entire production run - ✔
Prototyping capability — ability to produce sample parts for real-world validation before committing to full production tooling
Fully integrated mold design and full-servise equipment at Engelhardt rubber provides custom rubber molding with integrated rubber-to-metal bonding-from DFM review, to production, and ASTM D429 bond testing.
Ready to discuss your rubber-to-metal bonding project?
Or use our Compound Selector Tool Process Calculator
Frequently Asked Questions About Rubber to Metal Bonding
Q: Will E6000 bond rubber to metal?
View Answer
E6000 is a flexible craft adhesive. When used as a vinyl-to-metal adhesive for non-structural joints under low loads or stresses, such as application of decorative parts or light duty gaskets, E6000 will bond rubber to metal. It is not recommended for industrial use where the joint or bond would be subjected to vibration, cyclic loading or temperature variation.
For load bearing or dynamic components,a vulcanization bonded or industrial structural grade adhesive is necessary.
Q: Is JB Weld good for rubber to metal?
View Answer
The JB Weld is epoxy-based and meant for use on solid materials, setting hard and inflexible. It doesn’t work well on rubber, since the epoxy is too inflexible to allow for the deformation/movement experienced when rubber is used in its finished form. For rubber repair, use a flexible adhesive formulated for elastomers, such as a contact cement or rubber-to-metal bonding agent.
Q: Which metals and rubbers can be bonded?
View Answer
All typical metals – mild steel, stainless steel, aluminum, brass and copper – can be bonded to rubber. In the rubber category natural rubber (NR), nitrile (NBR), EPDM, neoprene (CR), silicone (VMQ) and fluoroelastomers (FKM) can all be bonded to metallic substrates with their own specific adhesive system.
Q: How do you bond silicone rubber to metal?
View Answer
Silicone rubber is one of the more difficult elastomers to bond, due its very low surface energy. It is important to have the correct silicone Primer (not the generic rubber primer) and pre-treat the surfaces of the silicone and metal prior to assembly. For repairs in the field, an application of a solvent such as heptane or hexane onto the silicone surface prior to applying a silicone-specific adhesive will improve bond. In production, the use of a matching vulcanizing agent when using pressure to cure a joint is the most reliable.
Q: What is the difference between compression and injection molding for bonded parts?
View Answer
Compression molding. This process presses a rubber charge into an open mold with a heated platen against the mold surface. It is best suited for low-volume items with very simple designs utilizing less expensive tooling. Injection molding. This process injects a liquid rubber mixture under pressure into a closed mold. It is much faster (parts take between 30 and 60 seconds to produce compared to an amount up to 20 minutes when compression molding), has less flash, and provides better dimensional control than compression molding. Transfer molding. This process pushes the solid rubber through a sprue into a heated mold cavity. It is used to produce complex shapes of rubber with less costly tooling than injection molding.
Q: How long does a rubber to metal bond last?
View Answer
5 to 20 years or more in most service environments. If desired, a properly formulated bonded rubber-metal construction has a life of 20+years at minimum. The service life of the assembly is more dependent on the chosen rubber compound and the chemical exposure to it than the bond itself.
About This Guide
This information has been collected and written by the Engelhardt team utilizing decades of experience producing bonded rubber to metal components through compression, injection, and transfer molding operations. The failure mode information and process parameters are based on well-documented industry standards such as ASTM D429 and industry-wide manufacturer technical guides. If bond strength to a given rubber-metal combination is needed, we highly recommend requesting a test bond with your actual materials – no published guide can account for the individual variables of geometry and operating conditions.
References & Sources
- Rubber-To-Metal Bonded Articles Market Share & Forecast, 2034 – Global Market Insights
- ASTM D429 – Standard Test Methods for Rubber Property: Adhesion to Rigid Substrates – ASTM International
- MMM-A-121 Federal Specification: Adhesive, Bonding Vulcanized Synthetic Rubber to Steel – Defense Technical Information Center (DTIC)
- Rubber-to-Metal Bonding Performance Technical Guide – DuPont
- ASTM D429 Rubber to Metal Adhesion Test Equipment – TestResources
Related Articles
- Rubber to Metal Bonding Services – Engelhardt
- Custom Rubber Molding – Compression, Injection & Transfer
- Rubber Material Durometer Guide
- Elastomer Property Comparison Chart
- Silicone vs Rubber: Which Material Is Right for Your Application?