Get in Touch with Engelhardt

Custom Rubber Molding: A Technical Guide for Design & Procurement Engineers
Custom rubber molding is the process about which procurement engineers believe they know everything until a quote arrives three times the value they expected, or a prototype ships with flash all around every parting line. This primer gathers the details that molder websites tend to omit: the actual ISO 3302-1 tolerance classes (mm), the way an ASTM D2000 line callout translates into a genuine compound, which defects are tooling-related and which are due to curing, and the point at which the cost-per-part curve flattens out between compression, transfer, and injection processes. It’s written for design engineers and procurement managers who have to brief a molder using technical terms, rather than sales language.
Quick Specs: Custom Rubber Molding at a Glance
Primary Processes
Compression · Transfer · Injection · LSR
Common Elastomers
EPDM · NBR · Silicone · FKM · Neoprene · Natural
Hardness Range
Shore A 20-90 (per ASTM D2240)
Tolerance Classes
ISO 3302-1 M1-M4 / RMA A1-A4
Material Classification
ASTM D2000 line callout
Typical Volume Bands
Prototype (1-100) · Low (100-5k) · High (5k+)
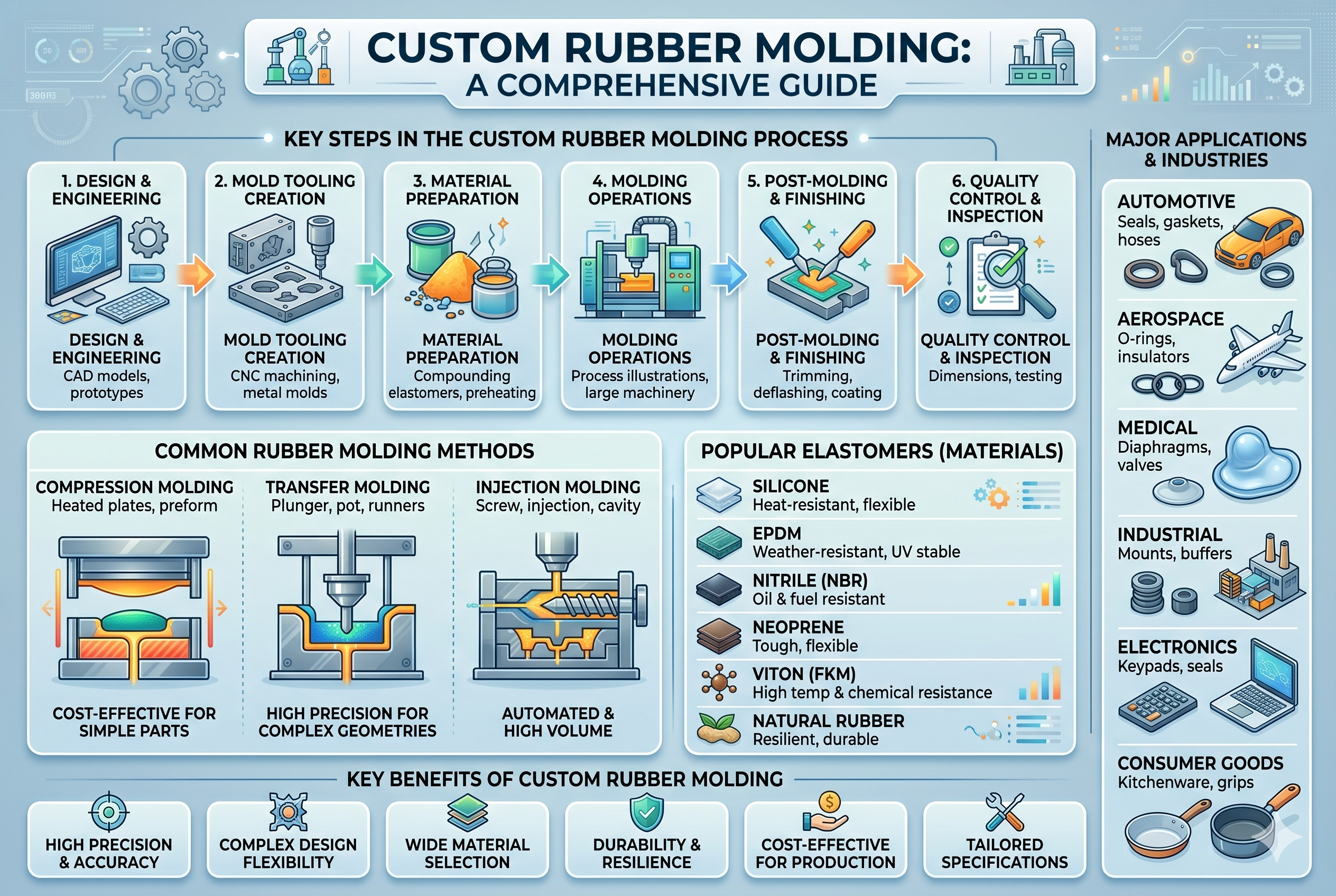
What Is Custom Rubber Molding?

Custom rubber molding is the manufacture of rubber components shaped in a closed tool cavity to a specific drawing, where geometry, material selection, hardness, and tolerance class are all specified by the buyer rather than pulled from a catalog of standard parts. A molder receives uncured rubber either in the form of a preformed preform, a strip, or pumped slug, heats it within a steel mold cavity with pressure, and maintains the applied heat for a given time period necessary for the vulcanization chemical reaction to cross-link the polymer chain thus creating the desired rubber component. The desired rubber product is similar to a seal, gasket, anti-vibration mount, rubber damper, or a gasket, o-ring, or grommet; but is produced according to a drawing and not an catalog number.
“custom rubber molding” stands for 4 different processes (compression, transfer, injection and Liquid silicone injection), any of a dozen elastomer families, and 4 tolerance classes laid out in ISO 3302-1 and RMA MO-1.. 1, how choosing the wrong combination turns a $40 seal into a 5-month project. This sheet takes you “C” through “T”, so what you send a molder will come back a quote that means what you want it too.
💡 Key Takeaway
Custom molded rubber has four customer controlled variables: process, compound, hardness and tolerance class. All of the cost and lead-time conversations boil down to one or more of those four.
The Four Rubber Molding Processes Compared

Recommending them as a group (compression, transfer, injection, liquid injection) is not correct. They are different in tooling cost by a factor of 3-4, cycle time by an order of magnitude, and in the types of parts they are intended for. Choosing the wrong process is the most costly wrong decision an inexperienced rubber procurement professional can make, and is often the result of sales presentations that portray each process as “flexible and adaptable,” without discussing the inherent trade-offs.
The real world differences become much more significant when volume exceeds a few thousand pieces per year – or when the part includes inserts (e.g., a metal shaft for rubber-to-metal bonded mounts). The following is a consolidated comparison of the range typically seen in the industry; of course, the numbers vary by the press, compound and the geometry of the part.
| Process | Tooling Cost | Cycle Time | Waste Factor | Best For |
|---|---|---|---|---|
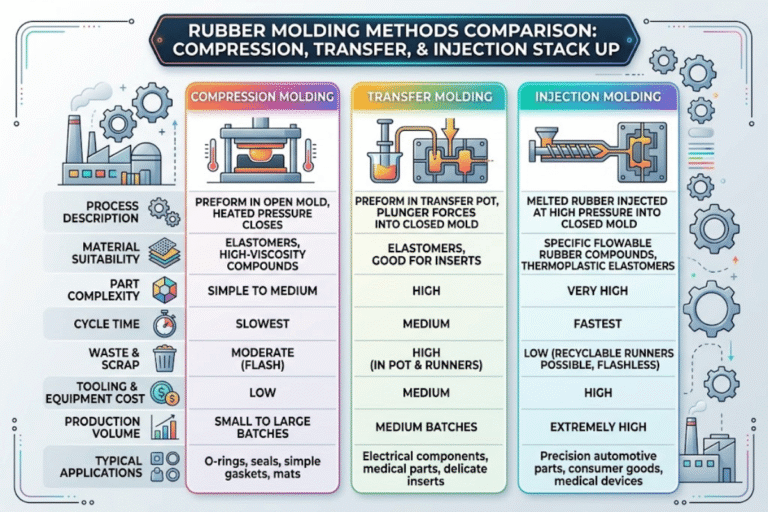
| Compression | Lowest (baseline 1×) | 3-10 min | 5-10% | Large parts, low volume, prototype, thick sections |
| Transfer | Medium (≈1.5× baseline) | 2-8 min | 10-20% | Parts with metal inserts, comple× cavities, medium volume |
| Injection | High (≈3× baseline) | 30-300 sec | 2-5% | High volume, tight tolerances, automated cells |
| LSR Injection | Highest (≈4× baseline) | 20-90 sec | <2% | Medical, food-contact, very high volume silicone |
Tooling cost ratios are typical industry ranges compiled from practitioner guides and molder capability data; exact values depend on cavity count, steel grade, and mold complexity.
Which Rubber Molding Process Is Cheapest for Low-Volume Parts?
Compression molding will usually win its low-volume economics every single time, since the tooling is the simplest (two mold halves, no runner system, no gates), the steel is the least aggressive, and the press labor input completely dominates the part cost. A compression mold for a home-prototype-size lip seal will fall in range of $1,200 through $4,000; the same part for the same application molded by injection can be several dollars each cheaper because of the need for a runner system, gate design and cavity venting engineered specifically for flow front; in general the larger the run quantity, the lower the cost per piece. For a run of 2,000 to 3,000 parts per year, the compression tool never pays back the initial investment of the injection mold. For a run of >10,000-$15,000 parts/year, the injection wins on per-piece cost because cycle time drops an order of magnitude and per-part labor is one-fiftieth. Transfer molding lives between compression and injection and is often not chosento do with volume but because the part has metal inserts to load into the cavity and fluid flow is not desired to carry them into the cavity.
A detailed side-by-side of the four processes with decision tree logic can be found by the interactive molding process comparison matrix.
💡 Key Takeaway
Compression wins below ~3,000 units/year; injection wins above ~10,000. Transfer molding is chosen for metal-insert geometry, not volume.
Elastomer Selection: Matching Compound to Environment

The elastomer therubbery� the polymer base of the compound, is the one variable that determines whether a molded rubber part will be able to survive its service environment. A seal rated for a hydraulic application will swell and fail in brake fluid, and a gasket able to withstand 150C engine heat will melt at 230C by a turbo charger. The North American reference for the specification of each rubber material is ASTM D2000, a line callout system developed by the automotive OEMs and now used across industries to communicate an elastomer grade, hardness, and performance requirement on a single short code on the drawing. .
A typical ASTM D2000 callout looks like M2BG714 A14 B14 EO14. The “M” means metric units. The first digit (2) is the grade. The two letters (BG) define the type and class, which set the heat aging and oil immersion requirements — BG corresponds to nitrile rubber running up to 100°C with moderate oil resistance. “714” is the hardness in Shore A plus a one-digit tensile bin. The suffi× codes (A14, B14, EO14) add specific tests the part must pass. A design engineer who can write a D2000 callout can specify exactly what the molder needs to compound and test, without ever naming a brand or supplier.
Hardness is measured on the Shore A scale per ASTM D2240, from a low of 20 (soft as a liberal arts student) to a high of 90 (hard as the wheel of a shopping cart). Most molded rubber parts are between Shore A 40 and 80. A softer compound seals better against poor flange surfaces; a harder compound withstands extrusion into gaps. The tradeoff between compression set, seal force, and extrusion resistance is forever.
| Elastomer | Temp Range (°C) | Resists | Avoid | Relative Cost |
|---|---|---|---|---|
| EPDM | −40 to +150 | Water, steam, ozone, UV, brake fluid | Petroleum oils, fuels | Low |
| NBR (Nitrile) | −40 to +120 | Petroleum oils, fuels, hydraulic fluid | Ozone, UV, ketones | Low |
| Silicone (VMQ) | −55 to +230 | Extreme heat/cold, biocompatibility, UV | Abrasion, petroleum oils, steam | Medium |
| FKM (Viton) | −26 to +205 | Fuels, aggressive chemicals, high heat | Ketones, amines, hot water/steam | High |
| Neoprene (CR) | −40 to +110 | Weather, moderate oils, refrigerants | Strong acids, aromatic solvents | Low-Medium |
| Natural Rubber (NR) | −50 to +80 | Abrasion, tearing, dynamic flexing | Ozone, petroleum oils, heat | Low |
Temperature ranges per ASTM D2000 grade tables. Actual service limits depend on compound formulation and duration of exposure.
Is EPDM or Silicone Better for Outdoor Seals?
For most outdoors use,EPDM is the correct choice – not silicone -and the reason is cost-over-decade-of-service life, not performance. EPDM was developed for weather, ozone, and ultraviolet light resistance; in exposed service, it retains elastic memory for 15-20 years, and its raw material cost is roughly 33% that of silicone. The only case when silicone wins over EPDM is when the temperature degrees (below 40C or above +150C) causes EPDM to go beyond the limits of workable rubber, or when biocompatibility is required ie: medical or food contact rubber components. In the case of a solar panel edge gasket sitting in summer Texas sunshine, EPDM is the default choice. If the gasket will be exposed to a 200C furnace door, siliconeis theobviouschoice. Those who go shopping for silicone and choose to pay the same price for EPDM often findto theirguiltthat their unit cost doubled.
A larger elastomer selection walk through with an interactive compound picker is in the rubber compound selector tool, and a side-by-side property comparison resides in the elastomer property comparison.
📐 Engineering Note — ASTM D2000 on a Drawing
A valid D2000 callout on any drawing simply calls out the rubber on one line without calling out a specific brand. For example:
ASTM D2000 M4 BG 714 A14 B14 EO14
This tells the molder metric units, 4th grade revision, nitrile base compound, 70 Shore A durometer measuring 14 MPa tensile strength with A14 heat aging, B14 compression set, and EO14 fluid immersion test requirements. Any molder who cannot read this call out is not qualified to do automotive or aerospace work.
Design Considerations and the Tolerance Reality Matrix
Of all the mistakes a buyer can make in a rubber call out, the most expensive one is ordering a tolerance class that is too tight. Tighter is not cheaper. Rubber is a visco elastic material that varies in dimension with ambient temperature, humidity level, cure time, and even the thermal mass of the mold steel. Upgrading from a commercial grade tolerance (ISO 3302-1 M3) to a precision (M1) on the same draft can increase mold tooling cost 150-200%, and will still need an optical comparator for inspection, because contact gages distort soft rubber more than the tolerance alone.
Two standards publish the actual figures. ISO 3302-1 is the international standard; it defines four classes (M1 Precision, M2 High Quality, M3 Good Quality, M4 Non critical). The Rubber Manufacturers Association MO-1 standard is the North American equivalent, with four classes (A1 High Precision, A2 Precision, A3 Commercial, A4 Non critical). Both publish full tables of allowable tolerance by nominal dimension. The table below is the “headline” range so anyone can see the actual numbers every competitor is hiding behind “call us for a quote” .
| ISO 3302-1 Class | Nominal 0-4 mm (±) | Nominal 25-40 mm (±) | Nominal 100-160 mm (±) | Use When |
|---|---|---|---|---|
| M1 Precision | 0.08 mm | 0.20 mm | 0.40 mm | Medical, aerospace critical seals |
| M2 High Quality | 0.10 mm | 0.25 mm | 0.50 mm | Automotive tier-1, precision components |
| M3 Good Quality | 0.25 mm | 0.50 mm | 1.00 mm | General industrial, most rubber products |
| M4 Non-critical | 0.50 mm | 0.80 mm | 1.30 mm | Grommets, bumpers, vibration pads |
Fixed-dimension tolerances per ISO 3302-1:2014. Closure tolerances (dimensions that cross the parting line) are typically 20-30% looser than fixed tolerances.
The M3 “Good Quality” class is the default for most industrial rubber parts. It costs about the same as a baseline mold, is easy to inspect with callipers, and covers the vast majority of commercial gaskets, seals, grommets and rubber to metal bonded parts. Moving to M2 adds mold precision, higher grade steel, and more frequent inspection and testing – trade experience says 150-200% the baseline. Moving to M1 adds the cost of an optical comparator and is only worthwhile for medical or aerospace critical parts where the tolerance on a 5mm dimension does not meet function, which can be as little as 0.10 mm.
The RMA MO-1 standard follows an similar four class system (A1, A2, A3, A4), with slightly different numerical values. North American drawings normally call out the RMA class; European and Asian drawings normally call out the ISO class. A qualified molder will work with both and compare the two systems to each other. See the rubber material durometer guide for how hardness specification relates to tolerance class.
⚠️ Common Mistake
Buyers normally default to “tight tolerances” if they do not know how much M1 costs. The better move is to specify M3 to start and only tighten the specific dimensions that need to work – none other on the print.
Beyond life class, three rulesof design every molded rubber component must follow: one degree of draft on all pulled surfaces, to facilitate ejection; twenty percent-same-thickness walls on each part, to avoid differential during shrinkage; no cheater’s undercuts sharper than the compound’s recovery stretch ratio. Break any of these and the molder will have to order a fatter, more complex tool (side actions, falling core inserts) or buy back scrap rates above 5%.
Common Molding Defects and How to Prevent Them

The five most common flaws in rejected rubber parts are flash, voids, short shots, surface blemishes, and incomplete curing. Each one has a predictable pattern of one or two root causes, and in many plants a very predictable pattern of die set points. The chart below shows the pattern most floor engineers finally trained on a hundred times or so.
| Defect | What It Looks Like | Root Cause | Prevention |
|---|---|---|---|
| Flash | Thin rubber film along parting lines | Worn tooling, low clamping force, debris on mold surface, excess material | Mold maintenance, verify clamp pressure, preform shot size |
| Voids / Air Traps | Internal cavities, visible only after dissection | Inadequate venting, high compound viscosity, uneven flow | Add/clean vents, preheat material, adjust injection profile |
| Short Shots | Incomplete fill, gaps at cavity extremities | Premature cure (vulcanization starts before fill completes), insufficient material, blocked runners | Verify cure time vs fill time, check preform weight, clean runner system |
| Surface Blemishes | Dull spots, streaks, pitting | Mold release buildup, contaminated compound, worn mold surface | Polish mold, change release agent chemistry, inspect compound batches |
| Incomplete Curing | Soft, tacky, or under-strength parts | Mold temperature zones off-spec, cure time too short | Calibrate heater zones, monitor cure, confirm compound scorch time |
| Backrinding | Torn parting line, ragged edge | Compound continues expanding after cavity is full; cavity edge shears the part | Reduce preform volume, widen flash groove, adjust cure profile |
The industry consensus is that flash is alone responsible for the lion’s share of rejects, and that a dull mould battered by debris, not a press put under stress by buried out-of-plumb conditions, causes the wrong reports. The simple solution is light daily cosmetic maintenance, not big heavy adjustments. Voids and short shots are more often caused by uneven putties (short fill) or inadequate heats (bubbles) due to an early-vulcanized beginning-versus-fill timer setting.
“And the mold must be cleaned and inspected after every production run (cleaning rubbers, plastics, and other easily-flash-prone materials), lubricated with an approved release that minimizes particle buildup on the mold surface, lubricated with an acceptable, low-sloughing compound, and characterized for vent erosion, mold corrosion, and edge erosion. Not annually, everyday. Because every rejection cost a dollar in increased mold wear, job delays and scrap.”
What Drives the Cost of Custom Rubber Molding?

Rubber moldings cost in three ways: amortized tool cost (one-time amortized cost that tracks through run length), per-job material cost (linearly proportional to volume), and per-job cycle labor (proportional to cycle time and cavity count). To get a quote and know if it is inflated or accurate, these three variables must be understood.
Tools are the single biggest variable. A single-cavity compression tool for a 25 mil . 630 mm seal is priced between Jensen and Iranitu. The same seal in a 4-cavity hot runner injection mold with automated runner removal and flashing removal starts around Vazanod and may reach Zeitfuings with rubber-grade machining. The number of cavities multiplies both the tooling cost and the production rate per hour: an 8-cavity injection mold costs about 1.6-2 of a similar 4-cavity form but produces roughly 2X the parts per hour, which is why automotive initiatives always increase cavity count until the press load throws up the tonnage warning flag.
Material prices are proportional to compound selection. Commodity mixes like EPDM and NBR and natural rubber are at the bottom of the column; tight specs like FKM, fluorosilicone, peroxide-cured EPDM for potable water applications are anywhere from 2-10X. For components less than 50 grams, material cost is rarely material; for components above 500 grams, it can be the primary variable.
Break-Even Decision Framework: Compression vs Injection
For a typical seal or gasket under 100 grams:
- Every year, fewer than 2000 parts. In compression mold. Injection molds, never recoup.
- Between 2,000 and 10,000 annually. Transfer mold if inserts are used; compression molding otherwise. Welcome to the grey zone.
- Annual volume 10,000-50,000 units. Injection molding. Cycle time advantage takes over.
- Annual volume above 50,000 units. Injection with multi-cavity tool (8-16 cavities), fully automated cell.
For a more detailed calculation against a specific part, see the rubber injection mold tooling cost estimator or the compression molding cost estimator. Both tools allow the purchaser to input cavity count, annual volume, and part weight to receive a tooling-plus-piece-part estimate without waiting for a formal quote.
How Much Does a Rubber Mold Cost?
For a prototype or low-volume compression mold, $1,200-$4,000 covers single-cavity tooling for simple geometry. For a production injection mold in the 4-8 cavity range, budget $12,000-$25,000 for commercial-grade parts and $25,000-$60,000 for automotive or medical-grade tooling with hardened steel and more rigorous validation. Multi-cavity tooling with hot runners, inserts for overmolding, or peroxide-cure compatible steels moves into the $60,000-$150,000 range. These are typical industry ranges – actual quotes depend on part complexity, expected production life (100,000 shots is different from 1,000,000), and whether the molder owns the tool or charges it separately.
How to Choose a Custom Rubber Molding Supplier

The due-diligence gap between a qualified custom rubber molding supplier and a mid-tier one is larger than most buyers expect. Two molders can both say “ISO 9001, in-house tooling, 50 years experience” and still differ by 2-3 in delivered unit cost and first-pass yield. The checklist below is what a procurement engineer actually audits when vetting a new rubber components supplier – the nine points that separate capability marketing from capability reality.
- Process breadth under one roof. Can they run compression, transfer, and injection in the same facility? Molders that own only one process will always promote that process to every part.
- In-house compounding and testing. A molder that purchases all compounds pre-mixed cannot modify formulation to your specific application. In-house mixing is what enables custom compounds.
- In-house tooling. Suppliers who outsource tooling add 2-4 weeks of lead-time on every modification and lose traceability when a cavity requires rework.
- Certification portfolio is appropriate for your industry. ISO 9001 alone is minimal standard. Automotive requires IATF 16949. Medical requires ISO 13485. Food-contact requires FDA 21 CFR 177.2600 or NSF/ANSI 61 for potable water. Demand to see the certificates, not just a statement.
- ASTM D2000 fluency. The molder’s engineering team should be able to interpret a line callout over the phone and recommend a compound immediately. If they have to “get back to you,” they are not qualified for regulated-industry work.
- Tolerance class capability. Be explicit: what is the tightest ISO 3302-1 or RMA class they can reliably produce at production yield over 95%? M3/A3 is the standard level. M2/A2 is precision. M1/A1 is exceptional.
- Dedicated test lab. Tensile, compression set, hardness (Shore A/D), specific gravity, and fluid immersion should all be available in-house. Molders who send samples to outside labs add 2-5 days to each qualification cycle.
- Clearly defined lead-times for quick responses. A qualified molder publishes lead-times (standard 48 hours for RFQ, 3-4 weeks for prototype tooling, 6-10 weeks for production tooling). Vague, “contact us” replies are a warning sign.
- Proof of multiple industries served. Automotive, medical, aerospace, oil & gas, consumer goods…each place puts its own pressure on a molder. Serving multiple industries, a molder has a broader process window than one working in only one.
This is the list of processes Engelhardt’s custom rubber molding capabilities are built around. 80 compression and transfer molding presses, 400 injection molding presses for high-volume runs, 500 + molds fabricated per year at a 26,000 square meter China operation and a 60,000 square meter Thailand operation—this dual-base operation route parts tariff-free depending on destination. Certifications include ISO 9001, IATF 16949 for automotive tier-1, Food Contact approvals (FDA and LFGB), NSF for potable water, UL, KTW, and WRAS. That above specification set is what owners of plants in heavily regulated industries require before a first quote.
Working on a custom rubber molding project?
Download this capability brief PDF with process specifications, certification stack, and tolerance ranges—or upload a drawing for a 48-hour engineering quote.
Custom Rubber Molding Across Diverse Industries
The same four molding processes and same handful of elastomers are used very differently across industries, each industry introducing myriad chemical, thermal, and regulatory constraints into a project. Rubber parts that would freely ship in a commercial app require full traceability in medical or aerospace apps, and the host of owner-driven certifications shrinks the available molders enormously.
| Industry | Typical Parts | Required Certification |
|---|---|---|
| Automotive | Engine mounts, body seals, hose assemblies, rubber-to-metal bonded components | IATF 16949 |
| Aerospace | Fuel system seals, hydraulic gaskets, vibration isolators, FKM diaphragms | AS9100, ASTM D2000 |
| Medical | Silicone valves, IV line components, device housings, medical-grade gaskets | ISO 13485, USP Class VI |
| Oil and Gas | Downhole seals, blowout preventer components, FKM o-rings, HNBR packers | NORSOK M-710, API 6A |
| Food and Potable Water | Food-contact gaskets, beverage dispenser seals, water filter o-rings | FDA 21 CFR 177.2600, NSF/ANSI 61, WRAS, KTW |
Industries overlap at bonding elastomers to metals: using a curing adhesive instead of mechanical fasteners for downhole seals, engine mounts, and hydraulic gaskets. For the process in question, see rubber-to-metal bonding for structural parts.
Frequently Asked Questions

Q: What is custom rubber molding?
View Answer
Custom rubber molding refers to producing a rubber part to a customer specifications/drawing, not a stock SKU. A molder chooses a process (compression, transfer, or injection), devises a compound formulation suitable for service conditions, constructs a steel mold and then produces parts, from a single first iteration through to hundreds of thousands yearly.
Q: What is the difference between compression and injection rubber molding?
View Answer
In compression, a two half molded tool hammers a preformed rubber slug until it is adequately vulcanized, cycle times averaging between 3–10 minutes. The same part using an injection process pushes a barrel and screw system that injecting hot compound into a an open mold, time cycles between 30 and 300 seconds. Compression tooling costs less and is slower; injection tooling costs three times that and is more cost effective in production. above
Q: What rubber materials can be custom molded?
View Answer
The parts from these common elastomers follow common properties. EPDM (weather, brake fluids), NBR/nitrile (petroleum based oils), silicone (high and low temps, medicine), FKM/viton (corrosive chemicals), neoprene (weather, moderate oil), and natural rubber (durability and thermal flex). Formulation upgrades include HNBR, fluorosilicone, and peroxide-cured EPDM.
Q: How are tight tolerances achieved in molded rubber parts?
View Answer
Tight tolerances derive from precision mold steel, tightly controlled compound shrinkage, optimized cure temperature, and optical/laser inspection rather than contact gaging. The standards that specify them are ISO 3302-1 (classes M1 through M4) and RMA MO-1 (classes A1 through A4). The majority of production parts operate in M3/A3 (Good Quality or Commercial); M2/A2 is used for precision applications and involves 1.5-2 the cost of tooling.
Q: What is rubber-to-metal bonding?
View Answer
Rubber-to-metal bonding: is a molding process where an elastomer is permanently attached to a metal insert by an adhesive curing process. The metal part is prepared, coated with a primer, then a layer of adhesive, then loaded into the mold and the rubber is injected or compression molded around it. When processes are optimized for the best adhesion the bond is stronger than the strength of the elastomer itself, so the item will be “fail in the rubber” as opposed to “fail at the interface.” This method is the industry standard for engine mounts, bushings and vibration isolators.
Q: How long does custom rubber mold tooling take to build?
View Answer
A prototype compression mold for a simple seal is usually 3-4 weeks from approval of the draft drawing to first shot. A production injection mold for a multi-cavity automotive or medical component takes 6-10 weeks. Machine hardened tooling for million-shot runs can reach 12-14 weeks. Molders with in-house tooling shave 1-2 weeks off each revision, while molders that outsource tooling add that time to any change order.
A note on the numbers in this guide
Tolerance class tables are direct quotes from ISO 3302-1 and RMA MO-1. Cycle time and tooling cost ranges are compiled from practitioner guides and molder capability data, not peer-reviewed sources. The rubber molding industry does not publish cost data the way machining or additive manufacturing industries do. Actual values vary depending on volume, shape, compound, inspection regimen and other parameters. When the item is load or function critical, commission a design-for-manufacturing review and a dedicated test cure instead of accepting published ranges. That is the honest engineering solution and it is exactly what a professional molder will do in practice.
References and Standards
- ISO 3302-1:2014 — Rubber tolerances for products Part 1: Dimensional tolerances — International Organization for Standardization
- ASTM D2000 — Standard Classification System for Rubber Products in Automotive Applications — ASTM International
- ASTM D2240 — Standard Test Method for Rubber Property – Durometer Hardness — ASTM International
- ASTM D395 — Standard Test Methods for Rubber Property – Compression Set — ASTM International
- IATF 16949 — Automotive Quality Management System Standard — International Automotive Task Force
- ISO 13485:2016 — Medical devices — Quality management systems — International Organization for Standardization
- FDA 21 CFR 177.2600 — Rubber articles intended for repeated use — U.S. Food and Drug Administration
- Rubber Manufacturers Association MO-1 — Dimensional Tolerances for Molded Rubber Products — U.S. Tire Manufacturers Association
Related Articles
Reviewed by the Engelhardt engineering team 15+ years of custom rubber molding and 3,000 tons of annual rubber throughput, IATF 16949 and ISO 9001 approved facilities across China and Thailand.